
日鐵住金溶接工業株式会社により出願された特許
61 - 70 / 172
片側水平すみ肉ガスシールドアーク溶接方法
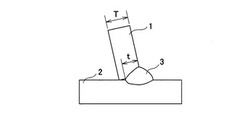
【課題】下板および立板からなる水平すみ肉溶接用部材の該立板が傾斜した、すみ肉角度が90°超の水平すみ肉部の溶接を行う片側水平すみ肉ガスシールドアーク溶接方法において、仮付け溶接ビードが有る箇所においても深い溶け込みが得られ、スパッタ発生量の少ない方法を提供する。
【解決手段】ソリッドワイヤを用いて、ワイヤ送給速度:15〜17m/min、パルスピーク電流(Ip):480〜600A、パルスベース電流(Ib):30〜80A、パルス周波数:200〜300Hzで、かつパルスピーク電流(Ip)とパルスピーク時間(Tp)が下記(1)式を満足するパルスを付加して溶接を行う。480≦Ip[A]×Tp[msec]≦900・・・・(1)
(もっと読む)
2電極水平すみ肉ガスシールドアーク溶接用フラックス入りワイヤ

【課題】 2電極水平すみ肉ガスシールドアーク溶接方法に使用して、溶接速度1.5〜2.0m/min(脚長5〜6mm)で良好な溶接作業性、ビード形状および耐気孔性が得られる2電極水平すみ肉ガスシールドアーク溶接用フラックス入りワイヤを提供する。
【解決手段】 鋼製外皮内にフラックスを充填してなるフラックス入りワイヤにおいて、ワイヤ全質量に対する質量%で、Ti酸化物のTiO2換算値:2.5〜4.0%、Fe酸化物のFeO換算値:1.5〜3.5%、但し、TiO2換算値/FeO換算値:1.0〜2.5、Si酸化物のSiO2換算値:0.7〜1.2%、Zr酸化物のZrO2換算値:0.4〜1.0%、Al:0.1〜0.7%、Mg:0.1〜0.7%、弗素化合物のF換算値:0.06〜0.20%、アルカリ金属化合物のNa2O換算値およびK2O換算値の1種以上の合計:0.06〜0.30%を含有することを特徴とする。
(もっと読む)
ガスシールドアーク溶接用フラックス入りワイヤ
【課題】 アーク状態が良好でスパッタ発生量が少なく、さらにスラグの被包むらおよびスラグの焼付きがなく良好なスラグ剥離性およびビード外観が得られガスシールドアーク溶接用フラックス入りワイヤを提供する。
【解決手段】 ワイヤ全質量%で、鋼製外皮とフラックスの一方または両方の合計で、C:0.03〜0.12%、Si:0.5〜1.5%、Mn:1.5〜4.0%を含有し、フラックスに、Ti酸化物のTiO2換算値:1.0〜2.5%、Si酸化物のSiO2換算値:0.2〜2.0%、Zr酸化物のZrO2換算値:0.05〜0.70%、酸素量が0.25%以下である鉄粉:2〜15%、弗素化合物のF換算値:0.1%以下、Mg:0.2%以下、弗素化合物を含むスラグ形成剤の合計が1.5〜4.5%を含有し、残部は主に鋼製外皮のFe分、鉄合金粉のFe分および不可避不純物からなることを特徴とする。
(もっと読む)
二相ステンレス鋼溶接用フラックス入りワイヤ
【課題】二相ステンレス鋼の溶接に使用され、母材と同程度の高強度な溶着金属性能が得られ、靭性および耐食性が良好で、ブローホール等の耐欠陥性に優れ、かつ溶接作業性が良好な二相ステンレス鋼溶接用フラックス入りワイヤを提供する。
【解決手段】ステンレス鋼外皮の内部にフラックスが充填された二相ステンレス鋼溶接用フラックス入りワイヤにおいて、ワイヤ全質量に対して質量%で、ステンレス鋼外皮とフラックスの合計で、C:0.06%以下、Si:0.1〜1.0%、Mn:0.5〜3.0%、Ni:7〜11%、Cr:21〜25%、Mo:0.01〜1%、N:0.08〜0.3%を含有し、その他は、ステンレス鋼外皮のFe分、鉄合金からのFe分、金属酸化物、金属弗化物および不可避不純物であることを特徴とする。
(もっと読む)
鋼管矢板の2電極ガスシールドアーク溶接方法
【課題】 鋼管矢板の本管と各種連結継手用鋼の2電極ガスシールドアーク溶接方法において、目標とする溶接金属のビード幅、ビード厚およびすみ肉溶接金属の脚長が得られる健全な溶接部を安易に高能率に溶接することができる鋼管矢板の2電極ガスシールドアーク溶接方法を提供する。
【解決手段】 鋼管矢板の本管とP−P形またはP−T形連結継手用の鋼管とを溶接する2電極ガスシールドアーク溶接方法において、本管と鋼管のフレア継手部に鋼粒または鉄粉をフレア開先幅10〜12mmの高さまで充填し、電極トーチを鋼管方向に先行電極:0〜25°、後行電極:0〜10°傾斜させ、電極間距離を先行電極および後行電極のワイヤ間で15〜40mm、ワイヤ径1.6mmで溶接電流を先行電極:490〜580A、後行電極:460〜560Aとし、ワイヤ狙い位置をフレア開先のほぼ中央にして溶接速度を1m/min以上で溶接することを特徴とする。
(もっと読む)
インサートチップおよびプラズマトーチ
【課題】 インサートチップの製造工程を簡易にし、安価に製造。
【解決手段】 上端に、上向きに開いたリング状の冷却媒体通流空間w3,w7および該空間の中心を上向きに貫通するパイプ14pがあり、下端に該パイプと同心のノズル15があって、該ノズルから前記パイプの上端に及ぶ電極挿通穴14Chがあり、該電極挿通穴を間に置いて対向する1対の、下端が有底かつ上端が前記冷却媒体通流空間に開いた冷却媒体通流穴14hR,14hLがある、チップ基体14b;および、該1対の冷却媒体通流穴14hR,14hLの各中心軸があるyz平面(図3紙面)と平行であって、上端が前記空間w3,w7に突出し、下端は前記通流穴14hR,14hLの穴底から冷却媒体通流用の空間w5R,w5Lを置いた位置にあって、それぞれが前記通流穴14hR,14hLを前記平面で2分割する1対の仕切板31,32;を備える。
(もっと読む)
下向きすみ肉サブマージアーク溶接用ボンドフラックス
【課題】 大入熱のサブマージアーク溶接においても良好な溶接作業性および溶接金属の機械的性能を得ることができる下向きすみ肉サブマージアーク溶接用ボンドフラックスを提供する。
【解決手段】 質量%で、SiO2:12〜30%、MgO:10〜25%、Al2O3:8〜21%、CaF2:1〜7%、CaO:2〜13%、TiO2:10〜30%、B2O3:0.1〜1%、FeO:1〜8%、Na2O:1〜5%、Li2O:0.1〜1%、金属炭酸塩のCO2分:2〜8、Mn:0.1〜1%、Si:0.1〜5%を含有し、その他は不可避不純物であることを特徴とする下向きすみ肉サブマージアーク溶接用ボンドフラックス。
(もっと読む)
低温用鋼のサブマージアーク溶接用フラックス入りワイヤおよび溶接方法。
【課題】 高速度の溶接条件においても溶接作業性が良好で、優れた機械性能の溶接金属が得られる低温用鋼のサブマージアーク溶接用フラックス入りワイヤおよび溶接方法を提供する。
【解決手段】 フラックス入りワイヤのワイヤ全質量%で、鋼製外皮と充填フラックスの一方または両方の合計で、C:0.02〜0.30%、Si:0.08〜0.6%、Mn:1.2〜3.4%、Ni:0.5〜3.5%、Mo:0.03〜0.8%を含有し、かつ、充填フラックスに、C:0.01〜0.27%、CaF2:2〜15%、金属炭酸塩のCO2分:0.05〜0.7%を含有し、残部は鋼製外皮のFe、合金粉中のFe、鉄粉および不可避的不純物からなり、ワイヤの全水素量が50ppm以下で、前記成分中の充填フラックスのフラックス充填率が10〜30%からなる鋼製外皮に継ぎ目が無いことを特徴とする低温用鋼のサブマージアーク溶接用フラックス入りワイヤ。
(もっと読む)
1.25%Cr−0.5%Mo鋼用のサブマージアーク溶接金属、コークドラムおよびボンドフラックス
【課題】 ソリッドワイヤとボンドフラックスとを組み合わせてサブマージアーク溶接で多層盛溶接された溶接金属の短時間から長時間にわたる応力除去を行った後においても母材との強度的ミスマッチングがなく、高靭性が得られるとともに溶接欠陥のない高品質な1.25%Cr−0.5%Mo鋼用のサブマージアーク溶接金属を提供する。
【解決手段】 ソリッドワイヤとボンドフラックスとを組み合わせてサブマージアーク溶接で多層盛溶接される溶接金属において、溶接金属全質量当り、質量%で、C:0.06〜0.12%、Si:0.15〜0.30%、Mn:0.60〜1.10%、Cr:1.10〜1.45%、Mo:0.45〜0.60%を含有し、O:0.022%以下、N:0.008%以下で、残部はFeおよび不可避不純物であることを特徴とする1.25%Cr−0.5%Mo鋼用のサブマージアーク溶接金属。
(もっと読む)
薄鋼板のガスシールドアーク溶接用ソリッドワイヤ
【課題】薄鋼板のギャップが大きい場合においても高速の溶接が可能で、溶滴の移行およびアークが安定し、ビード形状が良好でスパッタ発生量およびスラグ発生量が少ない薄鋼板のガスシールドアーク溶接用ソリッドワイヤを提供する。
【解決手段】Se:0.005〜0.100%、C:0.02〜0.15%、Si:0.10〜1.00%、Mn:1.00〜2.00%、S:0.005〜0.070%を含有し、さらに必要に応じてTiおよびAlの1種または2種の合計を0.020%以下含有し、下記(1)式において各元素を質量%としたとき、Aの値が15以下である薄鋼板のガスシールドアーク溶接用ソリッドワイヤ。A={Se+1.25(S+O)}/(Si+0.5Mn)×100(1)
(もっと読む)
61 - 70 / 172
[ Back to top ]