
株式会社テクノクラーツにより出願された特許
1 - 10 / 19
成形品
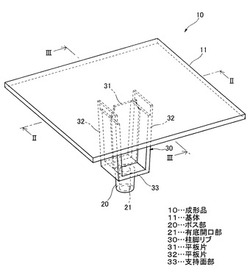
【課題】ヒケの発生を防止するだけでなく、限られた量の材料でも剛性と強固な取付強度を得ることを可能とし、しかも、成形容易な形状により金型装置のコストを低減し、かつコンパクト化も実現することができる成形品を提供する。
【解決手段】凸部20の基端を、該基端が対向する基体11の裏面に対して、該裏面と交差する方向に延びる柱脚リブ30を介して結合させた。柱脚リブ30は、基体11の裏面と交差する方向が長辺となる断面薄型の複数の平板片31,32が互いに交差して結合した形状に形成された。柱脚リブ30は、凸部20の軸心と平行である成形品10全体の型抜き方向と交差する逃げ方向に沿って、凸部20を中心として互いに分離する両側に向かって離型するコア44により型抜き可能な形状に形成された。
(もっと読む)
アンダーカット処理機構

【課題】成形品Pのアンダーカット部P1が型抜き方向と交差する両側に凹凸する形状であっても、限られた設置スペース内でより大きな移動ストロークを実現して容易に型抜きすることができるアンダーカット処理機構を提供する。
【解決手段】可動型13に内設されたホルダー30内で、アンダーカット部P1を成形する一対の成形コア51,52は型抜き方向に移動する保持駒40に連結支持され、型抜き時に各成形コア51,52は、互いに対接する成形位置から離隔する離型位置に向ってガイド手段33,34に案内され、それぞれ保持駒40の一端側から他端側へと互いに逆向きに前後ですれ違うように移動する。
(もっと読む)
アンダーカット処理機構
【課題】極めて簡易な構成でもって、成形品にある円弧状に湾曲した中空部を容易に型抜きすることが可能となり、成形サイクルも短縮することができると共に作業効率を高めることができ、しかも中子を継続して再利用することができ、大幅なコストダウンを実現することができるアンダーカット処理機構を提供する。
【解決手段】金型11内において、中子30は中子ガイド部16によって、中子30の円弧中心を回転中心とする円弧軌跡上に移動可能に案内され、ラック60はラックガイド部18によって、中子30側に噛み合う状態で直線方向に移動可能に案内される。成形品Pの型抜き時に、固定型12を離型させる保持駒50の移動に連動して、ラック60は型抜き方向と交差する直線方向に移動し、このラック60の移動に連動して中子30は、その円弧中心を回転中心とする円弧軌跡上を移動して成形品Pの中空部P1から離脱する。
(もっと読む)
アンダーカット処理機構
【課題】成形サイクルが短くて済み、構成が簡単で組み立てに手間と時間がかからず、コストダウンを実現することができ、コンパクトに構成することが可能となり省スペース化の要請に応じることができ、特に成形品の内側に相対向して凹むプレス加工を同時に行うことが可能なアンダーカット処理機構を提供する。
【解決手段】管状素材1の両壁面を相対向する内側に凹ますプレス加工を行った後、該プレス加工時に管状素材1内に挿入していた受け側金型10を管状素材1外に取り出し可能とするアンダーカット処理機構であって、受け側金型10は、管状素材1の一端側開口における管軸方向と直交する厚さ方向に3分割され、管状素材1内に一端側開口より挿入されて両壁面の被加工部2を内側から支える一対の保持部11,12と、各保持部11,12間に挟まれて各保持部11,12を互いに厚さ方向に近接ないし離間させる中間部13と、を備える。
(もっと読む)
アンダーカット処理機構
【課題】成形品の下面内側に突出したアンダーカット部が型抜き方向に対して交差する左右両側に凹凸するような形状である場合も、容易に型抜きすることができるアンダーカット処理機構を提供する。
【解決手段】可動型13に内設されたホルダー30内で、エジェクタピン20に支持された保持駒40とホルダー30外に配された各成形コア60とは、一対の連結部材51,52により連結支持され、各連結部材51,52は、互いに同一平面上で交じり合うように一方のガイド溝53に他方が貫通した状態で、ホルダー30内にあるガイド手段である斜溝34,35に沿って型抜き方向に案内される。
(もっと読む)
アンダーカット処理機構
【課題】成形品の外面ないし内面の凹凸形状の逃げ方向とアンダーカット部の逃げ方向とが互いに異なるような場合も、容易に型抜きすることができるアンダーカット処理機構を提供する。
【解決手段】アンダーカット成形コア30を支持するスライダー40と、スライダー40を移動可能に連結するベース部材50と、スライダー40を包囲した状態で成形品Pの型抜き方向へ移動可能に駆動されるホルダー60を、可動型13に設け、ホルダー60内に、アンダーカット部P1からの逃げ方向へスライダー40を案内する第1ガイド手段を設け、ベース部材50に、ホルダー60の型抜き方向への駆動に伴いスライダー40が第1ガイド手段を介して引かれる際、該スライダー40が型抜き方向および逃げ方向へ同時に移動する傾斜方向へ案内する第2ガイド手段を設けた。
(もっと読む)
金型装置
【課題】部品点数が少なく構成が簡単であり組み立てに手間と時間がかからない2段突き出しを可能とする金型装置を提供する。
【解決手段】エジェクタ台板15の突き出し動作に伴って、突き出し初期にはコアピン20とスリーブ30とが同時に型抜き方向へ移動し、突き出し途中から移動が規制されたコアピン20に対してスリーブ30のみが型抜き方向へ移動する。
(もっと読む)
アンダーカット処理機構
【課題】成形品の下方へ突出したアンダーカット部の下端側が斜め上方へ屈曲する場合も、容易に型抜きすることができるアンダーカット処理機構を提供する。
【解決手段】ホルダー40内に収納されたアンダーカット成形コア30は、型抜き方向と交差する方向へ移動する第1成形コア31と、該第1成形コア31に隣接して配された第2成形コア35とから成り、これらの各成形コア31,35は互いに押し引き可能に連結されている。ホルダー40内に、第1成形コア31を案内する第1斜溝43と、第1成形コア31の移動に伴い押し引きされて連動する第2成形コア35をアンダーカット部P1から離脱可能な方向へ案内する第2斜溝44を設けた。
(もっと読む)
アンダーカット処理機構
【課題】成形品の内側にセンター孔を有するボスが全体の型抜き方向と交差する方向へ突出している場合も、容易に型抜きすることができるアンダーカット処理機構を提供する。
【解決手段】可動型13に内設されたホルダー40内に、中子ピン50とこれを囲む一対の成形コア30,30を収納し、各成形コア30は、中子ピン50を囲んで互いに対接し合う成形位置と、離隔する離型位置とに摺動可能であり、ホルダー40内に、成形品Pの型抜き時に各成形コア30を成形位置から離型位置に向けて、型抜き方向および逃げ方向にそれぞれ同時に移動する傾斜方向に沿って案内する斜溝43を設けた。また、各成形コア30の移動に伴い中子ピン50はセンター孔P2からの逃げ方向に移動する。
(もっと読む)
アンダーカット処理機構
【課題】成形品の内側にセンター孔を有するボスが全体の型抜き方向と交差する方向へ突き出している場合も、容易に型抜きすることができるアンダーカット処理機構を提供する。
【解決手段】ホルダー40内に収納されたアンダーカット成形コア30は、型抜き方向へ移動する第1コア31と、該第1コア31に隣接して配された第2コア32とから成り、これら第1,2コア31,32は、それぞれ隣接する傾斜した側面33,34を有し、各側面33,34同士は互いに傾斜した方向へ相対的に摺動する状態で押し引き可能に連結されている。ホルダー40内に、第1コア31を型抜き方向へ案内する第1縦溝43と、第1コア31の型抜き方向への移動に伴い押し引きされて連動する第2コア32をアンダーカット部P1から離脱可能な方向へ案内する第2横溝44を設けた。
(もっと読む)
1 - 10 / 19
[ Back to top ]