
日立設備エンジニアリング株式会社により出願された特許
1 - 10 / 12
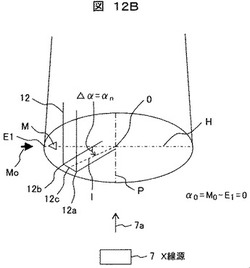
タブ付き電極材を内装した筒型電池のタブ検査方法、その検査方法に用いるタブ検査装置、及びタブマーキング装置
【課題】電池缶内のタブのX線撮像による検査精度を高める。
【解決手段】二次電池内のタブを検査する工程に先だって、検査対象の筒型電池(ワーク)1の電池缶10の外周上の任意の位置にマークMを付し、このマークが検出されるポイントでワーク仮位置決めをした後、この筒型電池を斜め或いは真横アングルに対して90度をなすアングルでX線撮像し、その画像処理からタブ12の像位置を抽出して、検出対象の筒型電池のマーク位置に対するタブの抽出位置の実回転角と標準回転角との偏差Δαを算出する。この偏差に基づきワークの位置補正を行う。或いは、マークを付す前に筒型電池を斜め或いは真横アングルに対して90度をなすアングルでX線撮像し、その画像処理からタブの像位置を抽出して、この抽出位置にマークを付す。
(もっと読む)
貼付け部材の剥離方法及び装置

【課題】ワークに熱的、加圧的な物理的ダメージを与えることなく、剥離用テープを、ワーク上の剥離対象の貼付け部材に確実に取り付けることができ、貼付け部材のスムーズな剥離を保証する。
【解決手段】ワークホルダーにセットされたワーク40の一端近くの上方で、短冊状の剥離用テープ30をテープ把持機構6により吊持した状態で、テープ30に横からのエア吹付けを行い、テープ30を、その接着面をワーク40の上面に位置する貼付け部材41と対面するようにほぼ横向きにし、この状態で、テープ把持機構6を上下方向移動機構10によりワークに対して相対的に下向きに移動させて、剥離用テープ30を貼付け部材41に接着することが可能な位置に位置付ける。ついで、横からのエア吹付けを停止して、テープ30に下向きのエア吹付けを行い、この下向きのエア吹付けによりテープ30を貼付け部材に押し付けて接着する。その後、テープ把持機構6ひいてはテープ30をワーク上面に沿って移動させて貼付け部材41を引き剥がす。
(もっと読む)
真空貼付け方法及び装置
【課題】シンプルな構成で極薄ワークに対してもダイシングテープなどの貼付け部材の貼付けを良好に行い得るようにする。
【解決手段】真空雰囲気の形成及び大気開放が可能な気密室に、シート状、フィルム状、テープ状のいずれか一つの貼付け部材130と被貼付け部材200とを、微小間隙を介して対向させた状態で、この気密室を貼付け部材130を介して互いに独立した2室C1,C2に分離する。前記2室のうちの被貼付け部材200が配置される第1の室C2を減圧した状態で、もう一方の第2の室C1の圧力を、第1室C2より圧力を高くする。これら2室の圧力差より、貼付け部材130を、被貼付け部材200側に押し付けて貼り付ける。
(もっと読む)
部品供給装置
【課題】高速、低騒音、しかも製造コストの低減化を図り得る部品供給装置を提供する。
【解決手段】モータにより回転する円盤1の上面の外周側に環状凸部11を設ける。環状凸部11の内側面が斜面11aをなし、この内側斜面の周りに環状の部品載置面となる平坦或いは内側から外側に向けて下る外側斜面11bを有する。一重の渦巻壁体3が環状凸部11と近接するように、浮いた状態で支持される。渦巻壁体は、環状凸部11の部品載置面11bの幅を徐々に狭めて最終的に整列対象の部品の整列幅を部品載置面11bに設定する。回転円盤1に投入された部品2がガイド30を介して環状凸部11の内側斜面11aを介して乗り上げるように誘導案内される。環状凸部11の部品載置面が部品整列幅になる回転円盤の回転位置に対応させて、渦巻壁体により形成される部品排出部3−1が設定されている。
(もっと読む)
ダイシングテープ用の真空貼付機
【課題】ダイシングテープのシリコンウエハ等のワークへの貼り付けの状況を、貼り付け作業中に外部から容易に観察、確認できる真空貼付機を提供する。
【解決手段】真空室15内の上側に、フレーム3に貼り付けたダイシングテープ2を、下側に板状のワーク1を配置し、ワーク1を上下方向に移動可能なワーク支持機構20を介して上昇させて、真空室内で板状のワーク1の一面にダイシングテープを貼り付ける。
真空室15の上部を開閉するための蓋部11には透明板19が設けられ、ワーク1にダイシングテープ2を貼り付ける時の力を透明板19の下面で受け、且つその貼り付け状態を、透明板19を介して上方外部から観察可能な構造にした。
(もっと読む)
太陽電池パネルを製造するためのラミネート方法及び装置
【課題】CIGS系の太陽電池に代表されるような、表面材と裏面材の双方ともに、ガラスなどの脆弱な材料を使用している太陽電池パネルの製造方法において、ダイヤフラム方式を用いることなく、残存気泡を発生させないラミネート方法、ならびに、その製造に適したラミネート装置の提供。
【解決手段】裏面保護部材 1、封止接着樹脂 2、および表面保護部材 3により構成される、CIGS系などの太陽電池のラミネート方法において、封止接着樹脂2と、その上部に配置される、表面保護部材3との間に間隙を設け、真空環境下で封止接着樹脂2を溶融温度まで加熱してから、その上部に配置された表面保護材3と封止接着樹脂2および裏面材1を密着させてラミネートするようにした。
(もっと読む)
食品製造用の加熱・搬送装置
【課題】食品製造対象物に搬送過程で精細な温度勾配制御を施して食品製造対象物を加熱することができる乾熱加熱方式の食品製造用の加熱・搬送装置を提供する。
【解決手段】食品製造の対象物を搬送しながら加熱処理する食品製造用の加熱・搬送装置において、対象物を順次搬送ライン上に乗せて間欠送りする間欠送り機構と、搬送ラインに沿って複数設けられ、間欠送りのインターバルに対象物を挟んで加熱する複数の加熱器と、複数の加熱器に対象物を挟むための動作を与える駆動機構と、間欠送りのインターバル及び加熱器の挟み動作を制御すると共に、複数の加熱器を個別に温度制御する制御手段とを備えた。
(もっと読む)
半導体ウエハ等の板状部材のダイシングテープ貼付け方法及び装置
【課題】シリコンウエハのような半導体ウエハの薄型化に対応できる新方式のダイシングテープ貼付け方法及び装置を提供する。
【解決手段】ダイシングテープ2とウエハ1とを隙間を保って対向する位置にセットする。その後、ウエハ及びダイシングテープを収容するダイシングテープ貼付け用チャンバー12内を真空状態にして、ウエハ1を支持する支持部材11aを、貼付け用チャンバー12内の真空と外部の大気圧との差圧により移動させて、ウエハ1及びダイシングテープ2の一方を他方に押し付けることで、ダイシングテープをウエハ1の一面に貼付ける。
(もっと読む)
半導体ウエハ等の板状部材の保護シート剥離用接着テープの取り付け方法及び保護シート剥離方法
【課題】シリコンウエハのような半導体ウエハの薄型化に対応でき、しかも作業効率の良い新方式の半導体ウエハの保護シート剥離用接着テープの取り付け方法及び保護シートの剥離方法を提供する。
【解決手段】保護シート剥離用の接着テープ40を短冊状に切断し、その短冊状の接着テープの一端に折り返し部40aを形成する。ダイシングシート2を保護シート4付きの半導体ウエハ1の一方の面に貼付する工程に際して、ダイシングシート貼付装置に半導体ウエハ1をセットする前に、接着テープ40を、ダイシングシート貼付装置の真空チャック11aに載置する。接着テープの折り返し部40aは,ウエハ支持台11aの外に出した状態にする。その後にウエハをセットする。ダイシングテープ貼付後に、ウエハを取り出して、折り返し部40aを摘まんで接着テープ40と共に保護シート4をウエハ表面から剥がす。
(もっと読む)
半導体ウエハのダイシングテープ貼り付け方法及び装置
【課題】シリコンウエハのような半導体ウエハの薄型化に対応できる新方式の半導体ウエハのダイシングテープ貼り付け方法及び装置を提供する。
【解決手段】シリコンウエハ1のダイシング前工程においてダイシングテープ2をシリコンウエハ1の一面に貼り付ける場合に、ダイシングテープ2を張った状態で且つ真空中で、ダイシングテープ及びシリコンウエハの一方を他方に押し付ける。
(もっと読む)
1 - 10 / 12
[ Back to top ]