
ポリプラスチックス株式会社により出願された特許
71 - 80 / 302
金属複合成形品のクリープ破壊寿命の予測方法
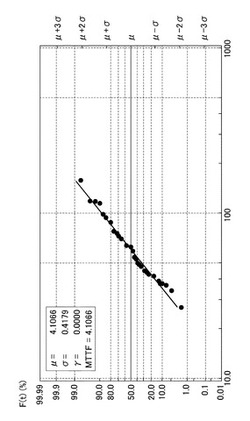
【課題】複雑な計算を行うことなく、容易且つ高精度に、実際の金属複合成形品のクリープ破壊寿命におけるバラつきを考慮したうえで、金属複合成形品のクリープ破壊寿命を予測する方法を提供すること。
【解決手段】クリープ破壊の発生場所毎にクリープ破壊寿命Tのデータを集計し、各発生場所のデータについて、クリープ破壊寿命Tから自然対数値lnTを算出し、lnTの平均値μを求め、μよりexpμを算出してクリープ破壊寿命の平均値TAVGを導出し、TAVGの値に基づき金属複合成形品のクリープ破壊寿命を予測する。
(もっと読む)
熱可塑性樹脂成形品の一定歪下でのクリープ破壊寿命の測定方法及び予測方法

【課題】精度よく一定歪下でのクリープ破壊寿命を測定する方法、及び、歪量とクリープ破壊寿命との関係のデータを精度よく取得することにより、複雑な計算を行うことなく、容易に、高精度のクリープ破壊に関する寿命曲線を導出して、実測された熱可塑性樹脂成形品の歪量から、熱可塑性樹脂成形品のクリープ破壊寿命を高精度で予測する方法を提供すること。
【解決手段】ノッチを有する熱可塑性樹脂の試験片を用いて一定歪下でのクリープ破壊試験を行い、取得された歪量とクリープ破壊時間のデータから、歪量とクリープ破壊時間の相関に関する寿命曲線を導出し、熱可塑性樹脂成形品の歪量を実測することにより寿命曲線から熱可塑性樹脂成形品のクリープ破壊寿命を予測する。
(もっと読む)
ポリエステル樹脂の湿熱劣化挙動の予測方法
【課題】ポリエステル樹脂の湿熱劣化挙動を容易且つ高精度で予測可能なポリエステル樹脂の湿熱劣化挙動の予測方法を提供すること。
【解決手段】1)標準条件でのポリエステル樹脂の加水分解反応速度定数k0を求め、2)標準条件から温度条件が変化した場合の加水分解反応速度定数ktmを求めて温度係数Ct(ktm/k0)の検量線1を作成し、3)標準条件から相対湿度条件が変化した場合の加水分解反応速度定数khnを求めて湿度係数Ch(khn/k0)の検量線2を作成し、4)湿熱劣化挙動を予測すべき条件の温度係数Ctx、湿度係数Chxをそれぞれ検量線1、検量線2から読み取り、5)基準条件の温度係数Cty、湿度係数Chyをそれぞれ検量線1、検量線2から読み取り、6)基準条件にて測定された、暴露時間及び特定の物性の関係に関するデータの暴露時間を(Cty×Chy)/(Ctx×Chx)倍し、湿熱劣化予測用データを取得する。
(もっと読む)
劣化評価方法
【課題】ポリアセタール共重合体を含む樹脂組成物を成形してなる樹脂成形品が、炭化水素系液体に浸漬されることよって劣化する原因を分析し、劣化初期のわずかな劣化も評価可能な樹脂成形品の劣化を評価する方法を提供する。
【解決手段】炭化水素系液体に浸漬した際の浸漬時間が異なる複数のポリアセタール共重合体を含む樹脂組成物のそれぞれを1H−NMR測定した時に、それぞれの測定結果の8.04ppmから8.07ppmにピークトップを有するピークの合計面積から前記ポリアセタール共重合体の分子量の変化を評価することによって、上記樹脂組成物の劣化を評価する。
(もっと読む)
射出成形用液晶性樹脂組成物、成形体及び耐ブリスター性を向上する方法
【課題】射出容量が大きい条件であっても、成形体表面に発生するブリスターを簡単に抑える技術を提供する。
【解決手段】液晶性ポリエステルアミド樹脂と、繊維状無機充填剤とガラスビーズとの混合物を含み、上記混合物中の繊維状無機充填剤とガラスビーズとの比率(繊維状無機充填剤の含有量:ガラスビーズの含有量)が、0.9:1.0から1.0:0.9になるように調整した射出成形用液晶性樹脂組成物を使用する。繊維状無機充填剤としては、ガラス繊維の使用が最も好ましい。
(もっと読む)
ポリオキシメチレン樹脂成形品
【課題】摺動相手材がポリオキシメチレン樹脂からなる成形品であり、高面圧力・高線速度の領域においても、摩擦磨耗特性が優れたポリオキシメチレン樹脂成形品を提供する。
【解決手段】ポリオキシメチレン樹脂に(a)粒径が100μm以下のメラミン樹脂0.01〜1.0重量%(組成物中)、(b)立体障害性フェノール系酸化防止剤0.01〜3.0重量%(組成物中)、さらに(c)特定の潤滑剤0.05〜10.0重量%、(d)窒素含有化合物0.01〜1.0重量%及び(e)金属含有化合物0.01〜1.0重量%(それぞれ組成物中)から選ばれたいずれか1つ以上を添加配合してなるポリオキシメチレン樹脂組成物からなる成形品であって、次記(1)の摺動条件での摺動部品に使用されるポリオキシメチレン樹脂成形品。(1)摺動相手がポリオキシメチレン樹脂からなる成形品であり、PV値(面圧力×線速度)が1.0MPa・cm/s以上での摺動。
(もっと読む)
騒音予測方法
【課題】樹脂歯車対が噛み合う際に発生する騒音の大きさを予測する方法を提供する。
【解決手段】第一関係式導出工程と、必要な場合に行なう第二関係式工程と、最大半径位置モジュール導出工程と、歯車法線ピッチ導出工程と、相手歯車法線ピッチ導出工程と、騒音予測工程とを備える方法で、樹脂歯車対が噛み合う際に発生する騒音の大きさを予測する。より具体的には、樹脂歯車対の噛み合い位置の歯におけるモジュールを導出し、噛み合い位置のモジュールから両歯車の法線ピッチを導出し、法線ピッチの差を求め、法線ピッチ差と騒音の大きさとの関係から、騒音の大きさを予測する。
(もっと読む)
ポリアセタール樹脂組成物の製造方法
【課題】導電性炭素材料を含むマスターバッチを調製することなく、平均径が5から500nmであり、平均長/平均径の比が5以上である導電性炭素材料とポリアセタール樹脂とを、2軸押出機で直接溶融混練して、高導電性且つ高強度のポリアセタール樹脂組成物を製造する方法を提供すること。
【解決手段】平均径が5から500nmであり平均長/平均径の比が5以上である導電性炭素材料とポリアセタール樹脂とを2軸押出機により溶融混練してポリアセタール樹脂組成物を製造する際に、2軸押出機内の上流側に可塑化部を備え、可塑化部の下流側に混練部を備え、混練部の少なくとも一部が溶融樹脂の一部が押出方向と逆方向(上流方向)にすり抜ける構造のスクリューエレメントから構成される2軸押出機を用いる。
(もっと読む)
金属複合積層部品の製造方法
【課題】金属板と熱可塑性樹脂との密着性に優れ、且つ反りの少ない金属複合積層部品が得られ、特殊な金型や金属板の表面処理が必ずしも必要でなく、作業工程が簡易である、ポリフェニレンスルフィド樹脂及び/又は液晶性ポリマーからなる熱可塑性樹脂を金属板上に射出成形する、金属複合積層部品の製造方法を提供すること。
【解決手段】ポリフェニレンスルフィド樹脂及び/又は液晶性ポリマーからなる熱可塑性樹脂を金属板上に射出成型して金属複合積層部品を製造する際に、金型内表面の少なくとも金属板と金型内表面とが接触する部分全面に断熱層が形成された金型を用いる。
(もっと読む)
表面実装用の電気・電子部品の製造方法
【課題】特殊な金型や金属部品の表面処理が必ずしも必要でなく、作業工程が簡易であり、金属部品と液晶性ポリマー及び/又はポリフェニレンスルフィド樹脂からなる熱可塑性樹脂との密着性に優れる、「フラックス上がり」の抑制された表面実装用の電気・電子部品の製造方法を提供すること。
【解決手段】射出成形により液晶性ポリマー及び/又はポリフェニレンスルフィド樹脂からなる熱可塑性樹脂と金属部品とを複合化して表面実装用の電気・電子部品を製造する際に、金型内表面の少なくとも金属部品と金型内表面とが接触する部分全面に断熱層が形成された金型を用いる。
(もっと読む)
71 - 80 / 302
[ Back to top ]