
ファナック株式会社により出願された特許
1,101 - 1,110 / 1,110
機械の制御装置
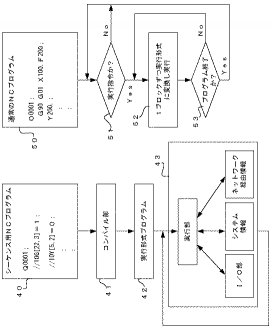
【課題】シーケンス制御等の周期的に実行されるプログラムもNCプログラム形式で記述して作成し機械を制御できるようにする。
【解決手段】機械を制御するプログラムをNCプログラム形式で作成する。シーケンス制御等の周期的に実行するプログラム(40)の各指令には特定記号「//」を付加する。この特定記号「//」により、通常のNCプログラムのような実行指令により実行開始し軸動作の制御を行うプログラムと区別して記憶しておく。周期的に実行するシーケンス用NCプログラムは電源投入時又は、プログラム格納時に実行可能な形式のプログラム(42)に変換しておく。そして、機械の電源投入時から電源遮断時まで定周期で実行する(43)。又、通常のNCプログラム(50)は、従来と同様に実行指令により実行開始する。シーケンスプログラムもNCプログラム形式で記述して作成できプログラム作成が容易となる。
(もっと読む)
産業用ロボット

【課題】ロボットに対して簡単に指令を与えることができ、必要な処理のみを自動的に安全で確実に実行するようにする。
【解決手段】ロボット機構部1を制御するロボット制御装置2には、常時ロボットの状態を検出しロボット状態データ22bとして記憶している。ヘッドセット4から音声で入力された作業命令は、音声/文字データ変換装置3で文字データに変換され制御装置2に入力される。制御装置2は、管理データ23bに記憶する作業命令から入力された作業命令と一致するものを探す。一致した作業命令に対してリンクして記憶する実行プログラムグループを特定する。各実行プログラムは、実行順序とその実行プログラム及び判断部を備え、実行順序順に, ロボット状態データに基づいて実行プログラムを実行できるか否か判断部で判断し、実行できるプログラムのみ実行して指令された作業命令を遂行する。
(もっと読む)
リニアモータ
【課題】リニアモータにおいてコギングトルクを小さくする。
【解決手段】リニアモータの固定子又はスライダに形成される永久磁石1の磁極又は歯の外形形状を双曲線関数で表される形状20若しくは三角関数余弦の逆数の関数で表される形状とする。すなわち、固定子とスライダの相対移動方向と平行な線で永久磁石1の磁極又は歯を切断したときのギャップ側外形形状を双曲線関数で表される形状20若しくは三角関数余弦の逆数の関数で表される形状とする。これによって、外形形状が、直線、円弧、放物線、双曲線で形成された従来のリニアモータよりもコギングトルクを小さくすることができる。
(もっと読む)
多関節型ロボット
【課題】 ハウジング内の機器・部品に対する保守・メンテナンスが容易で、かつ組立が容易な多関節型ロボットを提供する。
【解決手段】 旋回部2に第1のロボット腕3を構成する双腕構造の第1、第2の片腕3a、3bの一端が回動可能に取り付けられている。第1の片腕3aは駆動力を伝える骨格構造とされ、他端にハウジング4aが取り付けられている。第2の片腕3bはケーブルや配管等を収納する構造となっており、他端にカバー4bが回動自在に取り付けられている。ハウジング4aにカバー4bが固定具6で固着され第2のロボット腕4を形成している。該腕4に手首が接続されている。固定具6を取り外し、第2の片腕3bを第1の片腕3aに対して相対的に回動させることによってハウジング4aを開放させる。ハウジング4aが大きく開放されハウジングに格納された機器・部品へのアクセスが容易となる。
(もっと読む)
加工ツール付ロボット及び加工方法
加工ツール付ロボット及び加工方法
【課題】 パイプ端面の切断,鞍形切断、パイプ側面への穴開け加工、さらには、単一平面ではないワーク等の3次元形状のワーク加工面に対する加工を精度よく、簡単にできる加工ツール付ロボット及び加工方法を提供する。
【解決手段】 ロボット可動アームの最終軸1に加工ツール11を取り付ける。該加工ツール11は、垂直に伸縮する第1の付加可動軸と、水平方向に伸縮する第2の付加可動軸を備える。最終軸1の回転によって、加工ツール先端の切断ツール(レーザの加工ノズル)を回動してパイプ状ワークWを切断加工する。最終軸1の回転と同期し、第1,第2の付加可動軸を駆動することによって、鞍形切断、穴明け加工を行なう。ロボットの可動アームは最終軸の回転のみであるから、加工精度が向上する。また、簡単にパイプ状ワークを切断、鞍形切断、穴明け加工ができる。
(もっと読む)
バネバランサ構造
【課題】 組み立てが容易で、ロッドの先端とシリンダとの間の回転位置のずれを容易に修正することのできるバネバランサ構造を提供すること。
【解決手段】 リテーナ6の中央部に貫通孔17を設けてロッド5の一端を貫通させ、ロッド5の一端に刻設された雄ネジ16にナット19を緩めに螺合してロッド5の回転を許容する。または、リテーナ6の中央部に雌ネジ21を設け、ロッド5の一端に刻設された雄ネジ16を緩めに螺合することによってロッド5の回転を許容する。ロッド5の先端とシリンダ4との間の回転位置のずれを組み立て完了後に修正できるので、組み立て時の厳密な位置合わせが不要となり、製造工程が簡略化される。
(もっと読む)
モーションコントローラプログラミング方式
【課題】 移動制御動作における機能命令のデータの入力を容易に行うことができるモーションコントローラのプログラミング方式を提供する。
【解決手段】 モーションコントローラの動作制御を行うプログラムを機能命令の設定により生成するプログラミング方式において、機能命令は軸移動を設定するモーション指令を少なくとも一つ含んだモーション機能命令4を備え、これによって、移動制御動作における機能命令のデータの入力を容易に行うことができ、また移動制御動作を一機能命令で設定して制御動作内容の把握,確認を容易に行う。また、軸移動を設定するモーション指令を少なくとも一つ含んだモーション機能命令を機能命令として取り込む機能をモーションコントローラ中に備えることによって、モーション機能命令のラダープログラム中への取込みを可能とし、本発明のプログラミング方式を適用することができる。
(もっと読む)
レーザ加工装置
【課題】 高速で高精度の加工が可能なレーザ加工装置。
【解決手段】 加工面と平行な面内で、支点14,24の周りで所定角度範囲で回転可能に各一端を支持された第1,2軸の伸縮アーム10,20の連結点Kで加工ヘッド5が支持される。アーム10,20はボールネジ11,21と伸縮管構造を有するカバー12,22を備えている。加工ヘッド5は、ボールネジ11,12を嵌挿して係合するナットを備え、サーボモータ13,23を動作させると、ボールネジ11,21が回転し、それに応じてアーム10,20の伸縮が起り加工ヘッド5のが移動する。加工ヘッド5の各アーム10,20との結合部と加工ヘッド先端部を形成する加工ノズル6の間に、Z軸調整用ボールネジ31、サーボモータ33等からなるZ軸調整機構が設けられている。これにより、Z軸方向の位置(加工面に対する遠近)を調整出来るようになっている。加工ヘッド5の駆動に3次元の並列駆動系、直列駆動系と並列駆動系の組合せも採用出来る。
(もっと読む)
射出成形機の射出圧力制御方法
【目的】 設定された射出圧力指令パターンを実射出圧力として忠実に再現して射出動作を行わせることのできる射出圧力制御方法を提供すること。
【構成】 時間t・Tの関数として射出圧力指令パターンPCMD(T)と速度指令パターンVCMD(T)を設定しておく。射出工程時には各時刻t・Tに射出圧力P(T)を検出し、射出圧力指令PCMD(T)と検出射出圧力P(T)との圧力偏差に比例する値k・[PCMD(T)−P(T)]を当該周期の速度指令VCMD(T)に加算し、射出用サーボモータM2への速度指令として射出用サーボモータM2を速度制御する。
(もっと読む)
1,101 - 1,110 / 1,110
[ Back to top ]