
ファナック株式会社により出願された特許
21 - 30 / 1,110
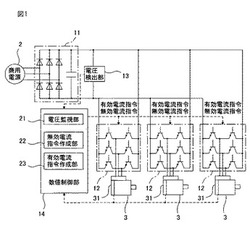
無効電流指令作成部を有するモータ駆動装置
【課題】入力された交流を直流に変換する直流変換部と、直流変換部が出力した直流をモータの駆動のための交流に変換する交流変換部と、を備えるモータ駆動装置において、過電圧異常を抑制することができる、制御が容易で低コストおよび省スペースのモータ駆動装置を実現する。
【解決手段】モータ駆動装置は、入力された交流を直流に変換する直流変換部11と、直流変換部11が出力した直流をモータ3の駆動のための交流に変換する交流変換部12と、直流変換部11の直流出力側の電圧を検出する電圧検出部13と、電圧検出部13が検出した電圧が所定の閾値を超えたとき、交流変換部12が無効電流を出力するよう制御してモータにおける消費電力を増加させる数値制御部14と、を備える。
(もっと読む)
射出成形機の計量制御装置

【課題】比較的低い圧力で逆流防止弁を閉鎖し、高精度な計量を行うことが可能な射出成形機の計量制御装置を提供すること。
【解決手段】計量中にはスクリュを順方向に回転させながら、スクリュをあらかじめ設定された計量完了位置まで後退させ、計量終了後から射出開始までの間においてスクリュを逆回転させ、計量終了後から射出開始までの間において樹脂圧力が所定の圧縮圧力に到達するようにスクリュを前進させる予備射出を行い、前記予備射出は、スクリュ逆回転を開始した後にスクリュ前進を開始し、少なくとも前記予備射出がスクリュ前進を開始するまではスクリュ逆回転を継続することを特徴とする射出成形機の計量制御装置。
(もっと読む)
加工ヘッドのアプローチ動作を制御するレーザ加工用制御装置
【課題】オーバーシュートを可及的に防止するレーザ加工用制御装置が望まれている。
【解決手段】本発明の一態様によれば、ギャップ基準位置において、前記被加工物をレーザ加工するためのレーザ加工用制御装置であって、前記加工ヘッドと前記被加工物との間のギャップ量を検出するギャップセンサと、ギャップ位置指令を送出するギャップ位置指令演算部と、加工ヘッドを前記ギャップ基準位置まで駆動するサーボ機構部と、前記サーボ機構部の位置偏差量を読取るサーボ位置偏差読取部と、前記サーボ機構部の前記位置偏差量に基づいて、前記サーボ機構部のための補正ポジションゲインを算出するポジションゲイン演算部と、前記サーボ機構部のポジションゲインを、前記ポジションゲイン演算部において算出された前記補正ポジションゲインに切換えるポジションゲイン切換部と、を備える、レーザ加工用制御装置が提供される。
(もっと読む)
射出成形機のスクリュ取り付け構造
【課題】スクリュ交換時の作業性が良く、かつスクリュ駆動部の大きさが小さくなった場合でも対応できるような射出成形機のスクリュ取付け構造の提供。
【解決手段】スクリュ10の基部の外周にリテーナ50との係合溝である切り欠き12を設け、該切り欠きに該スクリュの軸方向の移動を規制するための該リテーナを係合させると共に、該スクリュの基部を挿通するためのキーあるいはスプラインが設けられた孔を有し、該スクリュの回転方向の移動を規制する固定ブッシュ30をスクリュ駆動部70に固定したスクリュの取付け構造において、該固定ブッシュおよび該スクリュ駆動部の何れか、あるいは双方に該スクリュの回転軸に直交する方向に設けられた該リテーナをスライドさせるためのガイド溝32と、該ガイド溝に該リテーナを挿通し、該リテーナと該固定ブッシュを共に固定するための固定ブッシュ固定ボルト31を該固定ブッシュに設けたスクリュ取り付け構造。
(もっと読む)
射出成形機の異常検出装置
【課題】異常検出のための閾値を自動的に設定してオペレータの負担を軽減しかつ最適な閾値を算出し、さらには一般的な射出成形機の制御装置に付加することが容易な異常検出装置を提供する。
【解決手段】可動部の動作を開始し、現在の時間または可動部の位置及び物理量を検出し、基準物理量は記憶済みか否か判断し、否の場合は時間または可動部の位置に対応させて基準物理量を記憶しSA12へ移行し、記憶済みの場合には物理量の偏差を算出し(SA01〜SA06)、偏差の絶対値を算出し、偏差の絶対値の平均値を算出し、記憶し、閾値を算出し、偏差の絶対値が閾値より大きいか否か判断し(SA07〜SA10)、大きい場合にはアラーム処理を実行し終了し、否の場合は動作完了か否か判断し、動作完了の場合にはサイクル終了か否か判断し、サイクルを終了し、否の場合はステップSA01に戻り処理を継続する(SA11〜SA13)。
(もっと読む)
温調配管付きアダプタプレートを備えた射出成形機
【課題】型盤に金型を取付ける際に用いられるアダプタと型盤との結合領域が前記金型のアダプタへの取付け面より小さい面積とし、かつ、少なくとも前記結合領域内に温度調節用媒体の配管を設けることによって、金型の熱が型盤に伝達する箇所である結合領域内を温度調節することができ、これによって、金型の温度分布を均一にすることができる射出成形機を提供すること。
【解決手段】型盤(固定盤11,可動盤12)に金型(31a,31b)を取付けるためのアダプタプレート30(30a,30b)を有する射出成形機において、アダプタプレート30は、前記型盤に取付ける面と前記金型に取付ける面を有し、前記型盤に取付ける面に前記金型の取付け面の面積より小さい面積の結合部32(32a,32b)を有し、少なくとも前記結合部32が備わった領域に対応する前記アダプタプレート30内に配管33を有する射出成形機。
(もっと読む)
加工状態に基づき加工液量を調節するワイヤ放電加工機
【課題】ワイヤ電極と被加工物の極間の加工屑の偏在を解消することで高精度加工を実現するワイヤ放電加工機を提供する。
【解決手段】ワイヤ電極1と被加工物2との極間に電圧を印加して放電を起こし、極間電圧検出装置9は極間の極間電圧を検出し、放電パルス電流判別装置10は有効放電パルスと無効放電パルスを判別し、放電パルス数計数装置11は所定時間毎に前記判別した無効放電パルス数を計数し、放電位置検出装置12は電流センサを用いて上,下給電線6a,6bに流れる各々の電流値を所定時間毎に測定し、この電流値の差異から放電位置を検出し、加工屑偏在状態判別装置13は、放電パルス数計数装置11からの出力と放電位置検出装置12によって得られた放電位置から加工屑20の偏在状態を判別し、加工液量調節装置14は、上,下加工液供給装置40a,40bから供給する加工液の加工液量のバランスを調整し加工屑20の偏在状態を解消する。
(もっと読む)
工作機械の物理データの表示機能を備えた数値制御装置
【課題】加工速度等の加工条件の変化によらず、所定位置でのデータ比較を可能とする表示機能を備えた数値制御装置の提供。
【解決手段】数値制御装置14は、予め定めた位置指令に基づいて各駆動軸12を制御する数値制御部16と、各駆動軸12及び工作機械の工具の代表点の位置データを取得する位置データ取得部18と、取得された位置データ及び工作機械10の機械構成の各部の寸法等の情報から、各駆動軸及び工具の代表点の移動距離を算出する移動距離算出部20と、各駆動軸12及び工作機械の工具の物理データを取得する物理データ取得部22と、取得された時間軸基準の物理データを、移動距離算出部20が算出した移動距離を用いて移動距離基準のデータに変換するデータ変換部24と、該移動距離基準のデータを記憶する距離基準データ記憶部26と、記憶された距離基準データを画面表示する表示部28とを有する。
(もっと読む)
射出成形機の成形監視装置
【課題】従来定量化が困難だった外観不良のような不良であっても、その不良との相関が強い成形機上で計測される物理量を特定することが可能な射出成形機の監視装置を提供すること。
【解決手段】成形監視装置付き射出成形機10は、射出成形機本体11と該射出成形機本体11を全体的に制御する制御装置12、射出成形機本体11で成形されコンベア16で搬送される成形品100を搬送途中で撮像する撮像装置14、該撮像装置14で撮像された成形品100の外観画像情報を元に成形品100の良否判別を行い良品/不良品判別結果を信号線15を介して制御装置12に送る外観検査装置13を備え、射出成形機本体11には、成形状態を監視するため、金型や射出シリンダの温度を測定する温度検出器、樹脂圧力を検出する圧力検出器、射出スクリュの回転位置・回転速度や軸方向の移動位置・移動速度を検出する位置・速度検出器などの各種物理量を検出する図示しない各種検出器が設けられている。
(もっと読む)
テープ搬送装置を備えた射出成形機
【課題】リール上のテープの残量を正確に把握することが可能な、リールから送り出される連続したテープに樹脂を射出して連続した成形品を成形する搬送装置を備えた射出成形機提供すること。
【解決手段】積算搬送量(実績値)は4500(mm)、テープ初期長さは5000(mm)、残量は500(mm)、搬送量(1サイクル)は25(mm)、残サイクル数は20ショット、サイクル時間(実績値)は10秒、残時間は200(秒)、テープ終了警告は300(mm)前が表示されているように、射出成形機の表示装置の表示画面に、積算搬送量(実績値)、テープ初期長さ設定値、残量、搬送量(1成形サイクル)、残サイクル数、サイクル時間(実績値)、残時間、テープ終了警告が表示され、金属テープ供給用リール40を取り替えたとき、積算搬送量、残量をリセットするリセットボタンも表示されるが、これらの表示内容は適宜取捨選択して表示してもよい。
(もっと読む)
21 - 30 / 1,110
[ Back to top ]