
富士電子工業株式会社により出願された特許
1 - 10 / 48
貫通孔構成部材の製造方法
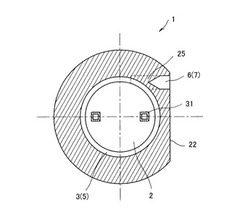
【課題】高周波焼き入れを行う際の加熱時間や電流値、周波数等の許容範囲が広く、自動化に寄与するボールナット1の製造方法を提供する。
【解決手段】最終製品たるボールナット1には軸方向に貫通する貫通孔2が形成されている。貫通孔2の内周面3には螺旋溝5が設けられている。製造工程においては、面取り部22にドリル30又はミルを当接し、連通孔6,7を穿孔する。連通孔6,7は貫通させず、奥に壁25を残す状態となっている。続いて貫通孔2に誘導コイル31を挿入し、貫通孔2の内周面3を高周波誘導加熱する。続く工程で、連通孔6,7に再度ドリル30又はミルを挿入し、連通孔6,7の奥の壁25を突き破り、連通孔6,7を仕上げる。
(もっと読む)
高周波焼入装置

【課題】環状の被加熱物の内周面を誘導加熱し、さらに被加熱物を冷却液に浸漬すると共に冷却液を被加熱物の内周面に噴射供給して冷却を促進する高周波焼入装置を小型化することである。
【解決手段】被加熱物10を支持する支持部材3と、被加熱物の内周面10aに冷却液を噴射供給する内側冷却液噴射装置4とを、昇降装置5によって支持する。内側冷却液噴射装置4は、エアシリンダ6を介して昇降装置5に支持されている。エアシリンダ6を駆動すると、被加熱物10の内周面10aと内側冷却液噴射装置4の高さ方向の相対位置が変化する。よって、内側冷却液噴射装置4を被加熱物10の内周面10aに対向させて内周面10aに冷却液を噴射供給したり、内周面10aから内側冷却液噴射装置4を退避させ内側加熱導体2を内周面10aに対向配置すると内周面10aを誘導加熱することができる。
(もっと読む)
熱処理方法
【課題】熱処理が必要な部位と、熱処理が不要な様々な大きさや形状の部位を有する被加熱物を誘導加熱する際に、熱処理が必要な部位を誘導加熱すると供に、熱処理が不要な部位も同時に誘導加熱して変色させることができ、熱処理が不要な部位を見て、被加熱物が熱処理済みであるか否かを確認できる熱処理方法を提供することである。
【解決手段】
熱処理された大径部10と、熱処理されていない小径部6とを有するワーク5の大径部10を再度熱処理する場合に、交流を通じた加熱コイル2を大径部10に近接させて大径部10を誘導加熱し、その際に、高透磁率材料からなる磁気誘導体7を小径部6に近接又は当接させ、小径部6を誘導加熱し変色させる。大径部10は、再度誘導加熱しても色彩変化が乏しく、小径部6は初めて熱処理されるので変色し、小径部6の変色によって、ワーク5の大径部10が再度熱処理されたことが判別できる。
(もっと読む)
高周波加熱装置の加熱導体
【課題】表面に凹凸がある被加熱物を良好に焼入れすることができると共に、容易に製造することができる高周波加熱装置の加熱導体を提供することである。
【解決手段】被加熱物4を高周波誘導加熱する高周波加熱装置1の加熱導体3において、加熱導体3は複数の湾曲片9a〜9cを有しており、各湾曲片9a〜9cは同一半径の円弧状であり、各湾曲片9a〜9cの円弧の中心を同一直線L上に配置し、各湾曲片9a〜9cを直線L方向に段状に連結する。
(もっと読む)
四角形状中空金属製部材の拡散接合・加熱アプセット接合用高周波加熱装置
【課題】断面が中空の四角形の金属製部材を拡散接合・加熱アプセット接合するために誘導加熱する際に、金属製部材の四角形の全周囲に渡って均一に誘導加熱することができる高周波加熱装置を提供することである。
【解決手段】高周波電流が供給される加熱導体6を方形の枠形状に構成し、枠形状の加熱導体6の角部分に溝部33a又は挟持部を設ける。溝部33a又は挟持部は方形枠の内側に開口しており、その幅又は間隔は調整手段22,30で調整可能である。溝部33a又は挟持部に導通可能な介在部材18a〜18cを配置し、溝33a又は挟持部の幅又は間隔を変更することによって溝33a又は挟持部内における介在部材18a〜18cの位置を変更可能にする。枠形状の加熱導体6の各角部を、金属製部材11の角部11a,11b,11dに対向配置し、介在部材18a〜18cの位置を調整し、金属製部材11の角部11a,11b,11dの誘導加熱量を調整する。
(もっと読む)
高周波焼き入れ方法及び鉄鋼を素材とする製品の製造方法
【課題】成形が容易な素材を使用し、表面の硬度が高く、かつ内部の靱性に優れた高周波焼き入れ方法の開発を課題とする。
【解決手段】歯車1は、切削性を考慮して鉄鋼製部品材料が球状化処理されている。最初に歯車1を第一高周波加熱工程にかける。第一高周波加熱工程では、高周波発振機10の発振周波数を高く設定する。次に誘導加熱コイル7に前回よりも低い周波数の高周波交流を通電し、歯車1を第二高周波加熱工程にかける。その結果、先に第一高周波加熱工程で昇温された表面領域は、残っていた球状炭化物が消失し、球状炭化物が略完全に消失したオーステナイト組織となる。一方、それよりも深い領域は、球状炭化物を含むオーステナイト組織となる。歯車1を急冷すると、表面の再加熱領域は、球状炭化物が残存しないマルテンサイト組織に変態する。第二高周波加熱工程で初めて加熱された領域は、球状炭化物を含むマルテンサイト組織に変態する。
(もっと読む)
高周波加熱装置
【課題】誘導加熱時に加熱導体と被加熱物とを所定間隔に保つスペーサの摩耗が、所定以上進んだことを検出することができる高周波加熱装置を提供することである。
【解決手段】被加熱物4を高周波誘導加熱する際に、高周波電流が供給される加熱導体7と被加熱物4とを所定間隔に保つスペーサ21〜23を備え、スペーサ21〜23を被加熱物に押圧することにより加熱導体7と被加熱物4の間隔を所定間隔に保つ高周波加熱装置10であって、スペーサ21〜23は、加熱導体7の被加熱物4と対向する部位よりも被加熱物配置側に突出する突出部30を有しており、前記突出部30の所定位置にセンサ32aを設け、前記センサ32aは被加熱物4が前記所定位置に達したことを検出する。
(もっと読む)
誘導加熱装置の冷却液供給確認装置及び冷却液供給確認方法
【課題】自動化された誘導加熱装置において、冷却液が噴射されなければならないタイミングで、冷却液が正常に噴射されたことを確実に検出することができる冷却液供給確認装置と冷却液供給確認方法を提供することである。
【解決手段】
誘導加熱コイル4による誘導加熱の実施を検出する通電検出器11と、冷却液噴射装置8から噴射された冷却液を回収する受け部材9と、冷却液噴射装置8から噴射されて受け部材9に回収された冷却液を検出する冷却液検出器10を設ける。ワーク14の誘導加熱が実施されたことが通電検出器11によって検出され、冷却液検出器10は、ワーク14の誘導加熱が実施された適切なタイミングで、受け部材9で回収された冷却液を検出する。
(もっと読む)
高周波加熱装置及び高周波加熱方法
【課題】内周部に凹凸がある環状又は円筒状の被加熱物の内周部を良好に誘導加熱することができる高周波加熱装置を提供することである。
【解決手段】被加熱物15の内周部15aに加熱導体6を配置して内周部15aを誘導加熱する高周波加熱装置1であって、前記加熱導体6は、内周部15aの半径方向と直交する方向に延びる4以上の直線部7a〜7dと、前記直線部7a〜7d同士を直列に繋ぐ連結部8a〜8dとを有する。被加熱物15の内周部15aと加熱導体6が相対回転移動し、被加熱物15の内周部15aが均一に誘導加熱される。
(もっと読む)
高周波焼入装置
【課題】焼入実施時におけるワークと加熱導体部の短絡事故を未然に防止できる高周波焼入装置の提供を目的とする。
【解決手段】高周波焼入装置1はPLC9と液晶表示器10と変成器4を備え、変成器4は1次側コイル14と2次側コイル15を有し、2次側コイル15と誘導加熱コイル5により誘導回路21を構成し、誘導加熱コイル5はワーク6に対向配置され、ワーク6はアース7に接続され、誘導回路21に並列に抵抗値測定手段18が接続され、抵抗値測定手段18は抵抗器Rと抵抗値測定装置8により構成され、抵抗器Rと抵抗値測定装置8は接続され、抵抗器Rと抵抗値測定装置8との間がアースに接続され、PLC9は抵抗値測定装置8と液晶表示器10に接続され、抵抗値測定装置8からの信号をPLC9にて処理して液晶表示器10に表示し、ワーク6と誘導加熱コイル5が短絡と判断される抵抗値をPLC9にプログラムしている。
(もっと読む)
1 - 10 / 48
[ Back to top ]