
浅間技研工業株式会社により出願された特許
1 - 7 / 7
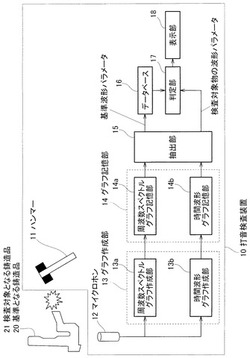
打音検査方法
【課題】検査装置が小型で安価となる鋳造品の良品判定方法の提供を目的とする。
【解決手段】周波数情報から基準となる最大ピーク周波数fsを設定するステップと、振幅情報から振幅が予め定めた第1の最小振幅に到達するまでの基準収束時間ts1を設定するステップと、周波数情報から実最大ピーク周波数frを測定するステップと、振幅情報から振幅が予め定めた第1の最小振幅に到達するまでの実収束時間tr1を測定するステップと、基準となる最大ピーク周波数fsと実最大ピーク周波数frを比較して、検査対象となる鋳造品の合否判定を行うステップと、基準収束時間ts1と実収束時間tr1を比較して、鋳造品の合否判定を行うステップとを含む打音検査方法。
【効果】マイクロホンのみで取得した周波数情報と振幅情報に基づいて抽出されるパラメータにより、良品判定を行うので、装置が小型で安価となる打音検査方法を提供することができる。
(もっと読む)
回転式鋳造装置

【課題】油圧ホースを引き回す必要のない、回転式鋳造装置を提供することを課題とする。
【解決手段】第1型21と回転軸13とを第1屈曲継手17を介して連結し、第1型21を型開き方向や型閉じ方向へ導く第1リングカム部材を15設け、この第1リングカム部材15に沿って移動する第1ローラ16A〜16Dを第1屈曲継手17に設け、第2型31と回転軸13とを第2屈曲継手27を介して連結し、第2型31を型開き方向や型閉じ方向へ導く第2リングカム部材25を設け、この第2リングカム部材25に沿って移動する第2ローラ26A〜26Dを第2屈曲継手27に設けてなる。
【効果】金型の開閉を、第1リングカム部材と第2リングカム部材とで実施するため、型締シリンダが不要となり、油圧ホースを引き回す必要がない。
(もっと読む)
鋳造品の処理装置
【課題】生産性を維持しつつ全数検査が可能な鋳造品の処理装置を提供することを課題とする。
【解決手段】中央に配置された1基のロボット18を囲うように、搬入コンベア11の出口部12と、曲がり検査機構30と、バリ研削機構15と、バケット16と、超音波検査機構40と、搬出コンベア17の入口部22とが配置されている。
【効果】バリ取り及び非破壊検査の前に曲がり検査を実施し、不良品を除外する。非破壊検査に供するバリ無し鋳造品の数は、減少する。数が少なくなれば全数検査が実施可能となる。また、1台のロボットで、曲がり検査機構、バリ研削機構及び超音波検査機構へこの順に鋳造品を運搬するため、機構の集約化が可能であると共に、全数検査が実施できる。
(もっと読む)
鋳造品の製造装置及び製造方法
【課題】 キャビティの隅々に溶湯を充填して湯廻り性及び歩留まり率が向上する鋳造品の鋳造方法及び鋳造装置を提供する。
【解決手段】 上側型板6aと、下側型板6bとで金型6が形成され、金型6内にキャビティ13が形成される。下側型板6bには、キャビティ面の一部を、残りのキャビティ面に対してキャビティ容積を変化させる方向に移動可能な型板可動部6cが設けられている。型板可動部6cは、押し出しピン15を支持する第1押し出し板19とは別の第2押し出し板20に支持されている。溶湯17の鋳込み時、型板可動部6cをキャビティ容積が増大する方向に移動させておき、溶湯注入後、凝固前にキャビティ13の容積を減少する方向に動かしてキャビティ内容積を鋳造品の大きさに対応する容積に戻す。これによってキャビティ13内に一旦注入された余剰の溶湯が排出され、このときキャビティ内の溶湯17が加圧されてキャビティ13の隅々に行き渡る。
(もっと読む)
重力鋳造方法及び鋳造装置
【課題】 キャビティの隅々に溶湯を充填して歩留まり率を高めることができる重力鋳造装置を提供する。
【解決手段】 上側型板6aと下側型板6bでキャビティ13が形成される。キャビティ13の湯口に溶湯貯留部16が設けられている。溶湯貯留部16の上部に開口するガス導入管14が設けられており、ガス導入管14を介してキャビティ13内に不活性ガスが導入される。上側型板6aにはキャビティ13の肉厚部端部に相当する部分にキャビティ13内の内部圧力を検出するための圧力検出器22が配置されている。上側型板6a及び下側型板6bにはキャビティ13の別の肉厚部端部に対応する位置に引抜孔15a乃至15cが設けられている。各引抜孔は熱電対21を有し、流量可変バルブを有する減圧配管18を介して減圧ポンプ19に接続されている。減圧ポンプ19は金型6の傾斜角度に応じた溶湯17が鋳込まれるようにキャビティ内を減圧する。
(もっと読む)
鋳造品の鍛造方法及び鍛造装置
【課題】 鋳造品の部分鍛造処理とバリ除去処理を同時に行う鋳造品の鍛造装置を提供する。
【解決手段】 鍛造装置40には1対のプレス型33aと33bが設けられている。上側プレス型33aと下側プレス型33bには鋳造品18が嵌合するキャビティが形成されており、上側プレス型33aには鋳造品18の鍛造処理対象部位である肉厚部18aに対向する部分に鍛造用の凸部37が形成されている。上側プレス型33a及び下側プレス型33bの縁部には夫々刃部35が設けられている。上側プレス板33aと下側プレス板33bとの間に鋳造品18を挟んで駆動部を駆動させてプレス型を相互に重ね合わせることによって、鋳造品18の肉厚部18aを上側プレス型33aに設けられた凸部37によって打ち延ばしてその金属組織を強化すると同時に、鋳造品18に付着した湯口部38及び押湯部39を切除する。
(もっと読む)
水性塗料の塗布乾燥方法及び装置
【課題】 塗装から乾燥までの所要時間を短縮することができる水性塗料の塗布乾燥方法及び装置を提供する。
【解決手段】 ディスクロータ1はローラコンベア2によって予熱用高周波誘導加熱コイル4まで搬送され、予熱用高周波誘導加熱コイル4で局部的に70乃至100℃に予熱される。予熱されたディスクローラ1は、後流の塗装ロボット5によって被塗装面が塗装される。塗装後のディスクローラ1は養生のためのセッティング工程を経て乾燥加熱用高周波誘導加熱コイル7まで搬送され、ここで加熱され、塗膜が乾燥する。塗膜が形成されたディスクローラ1は製品15として回収される。
(もっと読む)
1 - 7 / 7
[ Back to top ]