
東洋アルミ千葉株式会社により出願された特許
1 - 7 / 7
巻筒体包装容器及びその製造方法
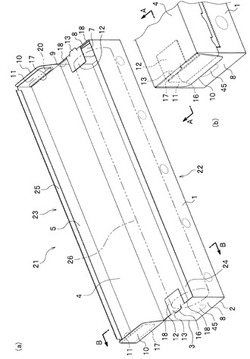
【課題】芯体に巻回された内容物が飛び出しにくく、内容物が引き出しやすく、異物の混入がない、係止力を有する蓋を備える巻筒体包装容器とその製造方法を提供する。
【解決手段】巻筒体包装容器21は、側板8に連接する折込み片12とこれに連接する係合突起13を有し、係合突起13は蓋体23を閉じたときにその内側に備える係合部20に係合する。折込み片12の奥行きD4、幅W、前板高さ(内寸)H、芯体の外径S、が所定の関係式(1)〜(6)を満たす。更に、巻筒体包装容器21は、平面紙板50を折り畳んだ折畳紙板51を整列させる整列工程101と、折畳紙板51を組立送路に供給する送出工程102と、折畳紙板51を稜線の両側から押圧して角筒状にして開口部53を形成する形成工程103と、巻筒体26を開口部53から収納する収納工程104と、角筒状折畳紙板52の開口部53を折り畳んで封止する封止工程105を経て製造される。
(もっと読む)
フレーム処理装置及び電池用アルミニウム箔の製造方法

【課題】バーナーにより炎を放射して油脂分を除去する場合でも、バーナーの加熱による熱の影響を小さくすることで、アルミニウム箔に皺を防止するフレーム処理装置及び電池用アルミニウム箔の製造方法を提供すること。
【解決手段】アルミニウム箔Awの巻戻しコイルRcから巻取りコイルWcまでの間に配置されたバーナー用冷却ロール6と、前記バーナー用冷却ロールに対向して配置されたバーナー7とを備えるフレーム処理装置1において、前記バーナー用冷却ロールに前記アルミニウム箔を送る送路における直前位置に配置され前記アルミニウム箔に当接して当該アルミニウム箔を予熱する予熱ロール5と、前記バーナー用冷却ロールから前記アルミニウム箔が送り出される送路における直後位置に配置され前記アルミニウム箔に当接して前記アルミニウム箔を冷却する冷却ロール8と、を備える。
(もっと読む)
樹脂ベース基板用離型材およびその製造方法
【課題】樹脂ベース基板の製造に使用された際に、樹脂ベース基板から容易に剥がすことが可能な剥離性に優れた樹脂ベース基板用離型材およびその製造方法を提供する。
【解決手段】樹脂ベース基板の製造に用いられる離型材1Aであって、アルミニウム箔2と、アルミニウム箔2の片面または両面に形成され、エポキシ系樹脂、メラミン系樹脂およびシリコーンとからなる樹脂塗膜3とを備え、樹脂塗膜3の樹脂ベース基板に対する接着強度が1〜200g/cmであることを特徴とする。
(もっと読む)
電池集電体用アルミニウム合金硬質箔
【課題】高強度であると共に、優れた伸びを有する電池集電体用アルミニウム合金硬質箔を提供する。
【解決手段】重合圧延により製造された電池集電体用アルミニウム合金硬質箔であって、Mn:0.8〜1.5質量%、Cu:0.05〜0.20質量%、Fe:0.3〜0.7質量%を含有し、残部がAlおよび不可避的不純物からなり、前記電池集電体用アルミニウム合金硬質箔の厚みが9〜15μmであり、サブグレインが厚み方向に30個以上あり、引張強さが280〜350MPa、かつ伸びが1.0%以上であることを特徴とする。
(もっと読む)
電池集電体用アルミニウム硬質箔
【課題】ある程度の強度を有し、優れた伸びを有すると共に、且つ電気抵抗の低い電池集電体用アルミニウム硬質箔を提供する。
【解決手段】Fe:0.2〜1.3質量%、Cu:0.01〜0.5質量%を含有し、Si:0.2質量%以下に抑制し、残部がAlおよび不可避的不純物からなり、純度が98.0質量%以上であるとともに、サブグレインのサイズが厚み方向で0.8μm以下、圧延方向で45μm以下であることを特徴とする。
(もっと読む)
電池集電体用純アルミニウム硬質箔
【課題】ある程度の強度を有し、優れた伸びを有すると共に、且つ電気抵抗の低い電池集電体用純アルミニウム硬質箔を提供する。
【解決手段】Fe:0.2〜0.7質量%、Mn:0.1〜0.5質量%を含有し、Si:0.2質量%以下に抑制し、残部がAlおよび不可避的不純物からなり、純度が99.0質量%以上であるシングル圧延により製造された電池集電体用純アルミニウム硬質箔であって、前記電池集電体用純アルミニウム硬質箔の厚みが9〜20μmであり、サブグレインが厚み方向に30個以上あり、引張強さが220MPa以上270MPa未満、かつ伸びが4.0%以上であることを特徴とする。
(もっと読む)
穿孔用ロール、多微細孔金属材製造装置、多微細孔金属材の製造方法、多微細孔金属材
【課題】 金属はくや金属薄板に孔の幅の最大長さが0mmを超え3mm以下の微細孔を連続的かつ効率的に穿孔するための穿孔用ロール、これを用いた多微細孔金属材の製造装置と製造方法、これにより製造された多微細孔金属材を提供する。
【解決手段】 本発明の穿孔用ロール1は、突起3を有する金属製の金属ロール2と、この金属ロール2の突起3によって生じる押力を受ける受けロール4との一対で構成され、これらの間に被穿孔金属材5を介挿して破断孔6を穿孔して最終的に多微細孔金属材9を製造するためのものであり、当該穿孔用ロール1の表面に設ける突起3の高さを被穿孔金属材の厚さの120%以上とし、金属ロール2表面からの立ち上がり角度を90〜135°とし、突起3の先端の幅の最大長さは0mmを超え3mm以下とした。
(もっと読む)
1 - 7 / 7
[ Back to top ]