
エス・エム・エス・ジーマーク・アクチエンゲゼルシャフトにより出願された特許
31 - 40 / 320
圧延材を圧延するために少なくとも1個のワークロールを準備するための方法
本発明は、第2ロール4、5、特に中間ロールまたはバックアップロールと協働し、この中間ロールまたはバックアップロールによって支持するために、ワークロール1、2が設けられ、第2ロール4、5がその軸方向端領域に削り取り部6を備えている、帯状圧延材3を圧延するために少なくとも1個のワークロール1、2を準備するための方法に関する。圧延された帯材の品質を高めるために、本発明に係る方法は次のステップ:a)協働する2個のワークロール1、2の間に生じるロール間隙断面を計算するステップ、この場合少なくとも一部が第2ロール4、5の削り取り部6の範囲内に延在している圧延材3の所定の幅Bに基づいて計算が行われ;b)ワークロール1、2を通過する際の圧延過程によって発生する所望な圧延材輪郭を定めるステップ;c)ステップaのロール間隙断面から、ステップb)で定めた圧延材輪郭を差し引き、かつ計算された差に減衰定数Kを掛けることにより、ワークロール1、2のための補正削り部を計算するステップ;d)ステップc)によって計算された補正削り部を、少なくとも1個のワークロール1、2に少なくとも部分的に形成するステップを含む。 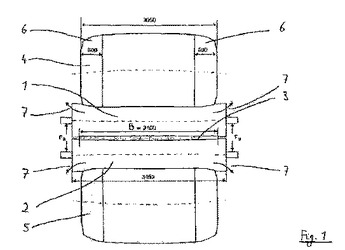 (もっと読む)
(もっと読む)
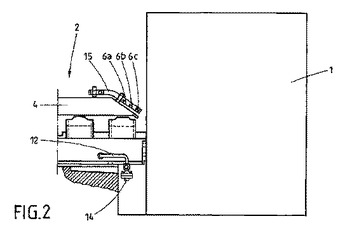
ストリップをクリーニングするための方法及び装置
ブラシローラ(5)をストリップ(2)の表面に押し付ける実押付け力が測定されることを特徴とする、通過するストリップ(2)上を転動するブラシローラ(5)によってストリップ鋳造装置で製造したストリップ(2)の表面をクリーニングするための方法。 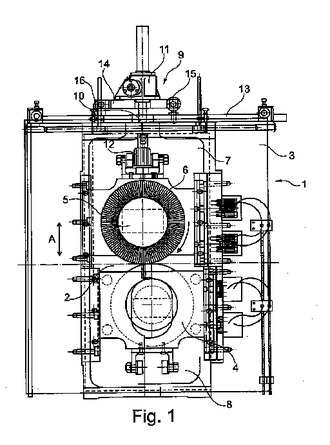 (もっと読む)
(もっと読む)
ストリップの巻き始めと巻き終わりのためのストリップコイラ
偏向シェルの少なくとも1つ(28)が、この偏向シェル(28)に対して変位可能な先端(22)を備えていることを特徴とする、コイラマンドレル(21)と、このコイラマンドレル(21)に付設された押付けローラ(26)と、コイラマンドレル(21)にストリップ(20)の前縁(24)を押し付けるための変位可能な偏向シェル(28)とを有する、ストリップ(20)を巻き取るためのストリップコイラ。 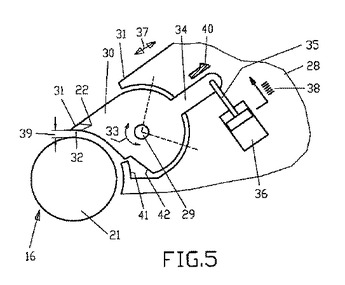 (もっと読む)
(もっと読む)
変化する帯厚さを有する帯、特に金属帯を巻き取るための装置と方法
巻き取られる帯3上に変形可能な材料を供給するための構造体を備えている、変化する帯厚さを有する帯3、特に金属帯を、コイル2の形に巻き取るための装置1において、構造体が可撓性材料、特に弾性材料または自己膨潤材料または発泡可能な材料を発生しかつコイル2に供給するための手段11、22を備えていることを特徴とする装置1。本発明はさらに、対応する方法に関する。 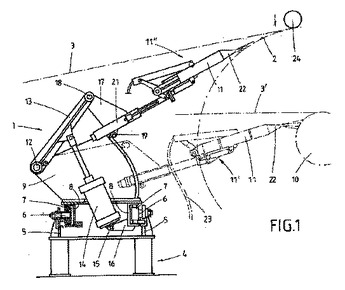 (もっと読む)
(もっと読む)
ロールスタンドの軸方向に移動可能なワークロールのための曲げ及びバランス取り装置
各ハウジング(1)の窓内の両側で、ワークロールチョック(3,3’)の高さ領域に、ガイドブロック(2)が設けられ、曲げ及びバランス取りシリンダ(5)から、軸方向と垂直方向に移動可能にガイドされたワークロールチョックに、力が伝達可能である、ロールスタンドの、特に4ロールスタンドの、軸方向に移動可能なワークロール(10,10’)のための曲げ及びバランス取り装置において、ガイドブロックが、それぞれ、上及び下のガイドブロック(2,2’)に分割され、上のガイドブロック(2)が、ハウジングの窓内で垂直方向に移動可能に支承されており、下のガイドブロック(2’)が、ハウジングの窓内で、不動に支承されているか、同様に垂直方向に移動可能に支承されており、対をなす上及び下のガイドブロックのそれぞれに、これらガイドブロックによってガイドされた曲げ及びバランス取りシリンダ(5)が配設されており、この曲げ及びバランス取りシリンダが、上及び下のワークロールチョックと係合している。 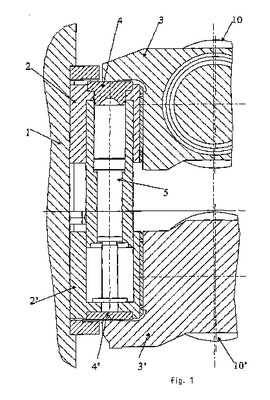 (もっと読む)
(もっと読む)
特に金属製品を圧延する圧延スタンド
【解決手段】この発明は、一対として第一ローラを支持する第二ローラと接触される一対の第一ローラを有し、第一ローラ及び第二ローラが中心平面(4)に関して非対称的に形成された半径経過(CVC摩面)を備えている金属品を圧延する圧延スタンドに関する。第一ローラを支持する第二ローラの楔性を最適稼働条件が調整するように形成するために、この発明は、第二ローラの半径経過が三次或いは五次多項式により与えられ、係数間の関係(比)に特殊な関係(式)が与えられていることを企図する。 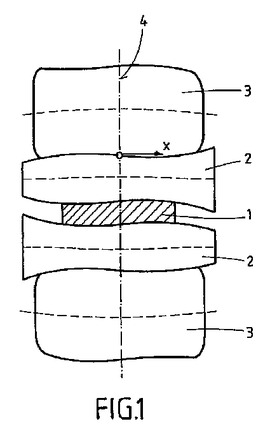 (もっと読む)
(もっと読む)
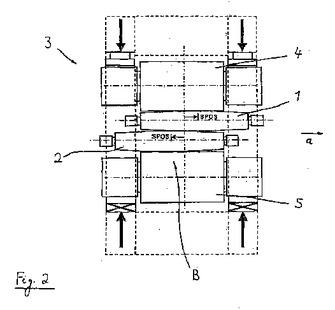
ロールスタンドにおいて協働する2つのワークロールを較正するための方法
対称なロール間隙に調整するためにロールセットの相対的な旋回位置を算出するためおよび/または本来の圧延工程の前に前記ロールスタンド(3)の歪を算出するために、ロールセットが、予め定めた半径方向力で互いに押し付けられ、生じたロールスタンドの変形が、特にピストンシリンダユニット(6、7)で測定され、そこから算出されるロールセットの旋回位置および/またはそこから算出されるスタンド係数(M)が、後でワークロール(1、2)の間で圧延材を圧延するときにロールセットを圧下する際に計算で使用される、ロールスタンド(3)を較正するための方法において、圧延時に高い精度を得るために、ワークロール(1、2)を、軸方向にシフトされていないゼロ位置から互いに相対的に軸方向に変位可能であり、ゼロ位置とは等しくないワークロール(1、2)の相対的なシフト位置(較正位置)で、対称なロール間隙に調整するための旋回位置の算出および/またはスタンド係数(M)の算出が行われ、算出された旋回位置および/またはスタンド係数(M)の値が記憶され、圧延材を圧延するときのロールセットの旋回位置および/または圧下をさらに計算するための計算で使用される。
 (もっと読む)
(もっと読む)
金属ストリップのスケールを除去するための方法および装置
エッジングされ、続いて粗圧延ラインと仕上げ圧延ラインを通過する鋼製平板製品を、大きな厚さまたは中間の厚さの連続鋳造スラブからまたは薄ストランドから製造するための方法は、平板製品をエッジングする前に、平板製品のストリップエッジがスケールを除去されることを特徴とする。この方法は、少なくとも1個のエッジャー1と粗圧延ラインと仕上げ圧延ラインを備えた圧延ラインにおいて実施される。圧延ラインは第1エッジャー1の手前に、平板製品のストリップエッジからスケールを除去するための第1脱スケール装置2が配置されていることを特徴とする。
 (もっと読む)
(もっと読む)
金属から成るストリップを製造するための方法とこの方法を実施するための生産装置
鋳造されたストリップが、粗ストリップとして、まず、保護ガス下にある組織を均質化するための第1のプロセスを通過し、次いで、粗ストリップが、その後に肉厚リダクションのための圧延プロセスを受ける前に、少なくとも1つの別の熱処理を受ける、熱間圧延された金属から成るストリップを製造するための方法及び生産装置において、肉厚リダクションの後、粗ストリップが、最後に分離装置を通過し、仕上げ圧延された熱間ストリップとして後続の粗ストリップから分離される前に、均質化もしくは組織構造の再結晶化をするための第2のプロセスを通過する。 (もっと読む)
圧延スタンドのロール用の駆動スピンドルを搬送するための台車および方法
本発明は、圧延スタンド300のロールのための少なくとも1本の駆動スピンドルを搬送するための台車100と、この台車を運転するための方法に関する。台車は圧延スタンドの操作側から圧延スタンドを通って駆動側へあるいはその逆に台車を移動させるために走行ユニット105を備え、台車は駆動スピンドルの下へ移動できるように偏平に形成されている。本発明に係る台車は従来技術の代替物である。台車は第1支持装置110と第1駆動ユニット120を備えた昇降台車として形成され、第1駆動ユニット120は場合によっては駆動スピンドル200を有する第1支持装置110を中立位置よりも持ち上げるか、または下降させる働きをする。 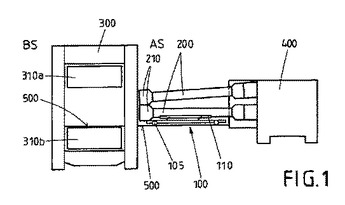 (もっと読む)
(もっと読む)
31 - 40 / 320
[ Back to top ]