
トーヨーエイテック株式会社により出願された特許
131 - 140 / 145
板状被研削物の研削装置及び研削方法
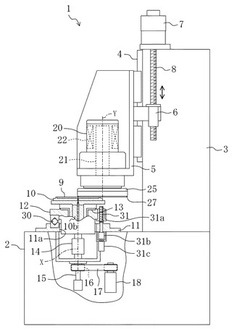
【課題】簡単な構成で容易に板状被研削物を均一な厚さに研削する。
【解決手段】研削砥石27がチャックテーブル10の回転中心X上に載るようにチャックテーブル10の回転中心Xと研削ホイール25の回転中心Yとをオフセットして配置する。第1のエアーベアリング13に1対のチャック側圧力ポートを設け、第2のエアーベアリング26に1対の砥石側圧力ポートを設ける。第1のエアーベアリング13のハウジング12は、ウェーハ9の研削砥石27に対する当たり面の傾斜角を調整可能に構成する。1対のチャック側圧力ポートと1対の砥石側圧力ポートとで検出した圧力差PAC、PBWに基づいて、第1のエアーベアリング13のハウジング12を傾斜させる。
(もっと読む)
研削方法及び研削装置

【課題】装置及び工程を複雑にすることなく、簡単な方法で研削痕が発生するのを防いで良好な研削面を得る。
【解決手段】研削砥石27(研削手段)を回転させる砥石軸21(第1回転軸)の回転数をウェーハ9(被研削物)を回転させるチャック回転軸15(第2回転軸)の回転数で割った回転数比が整数倍とならないように、チャック回転軸15の回転数を変化させる。
(もっと読む)
回転ブラシを用いた研磨方法
【課題】回転ブラシの棒状部材に加わる荷重を均一にして、角部のバリ取りや面取りを容易にばらつきなく行う。
【解決手段】ワーク1外周の形状に沿ってワーク1の外方へ所定の水平隙間11が設けられると共に、回転ブラシ30の回転軸8の軸心方向に対してワーク1と同じ高さ若しくはワーク1よりも若干低くなるように研磨用治具10をワーク1の周囲に配置し、回転する回転ブラシ30の棒状部材33の先端をワーク1及び研磨用治具10の表面に当接させ、ワーク1外周と研磨用治具10との水平隙間11に挿入された棒状部材33の側面をワーク1表面の角部5に当接させ、角部5を丸めながら、ワーク1の表面に沿って回転ブラシ30を相対移動させる。
(もっと読む)
砥石成形方法、砥石車製作方法、研削方法および研削装置
【課題】 切刃の円周振れを伴わないダイヤモンド砥石を提供する。
【解決手段】 ホイールベース2の端面に角柱ダイヤモンドチップが並び、これらチップにより砥石本体3が形成される砥石車1を次ぎの手順で製作する。まず、先端が平坦な複数のチップを周方向に隙間なく並べてこれらチップをホイールベース2に固着することにより砥石本体3を構成し、この砥石本体3の先端(砥石面4)に、前記回転中心から法線状に延び、かつ周方向に等ピッチで並ぶ複数の溝を形成する。そして、砥石本体3の内周面を回転中心と同心の円に沿って内面研削することにより、砥石面4の内周縁に周方向に等間隔で並ぶ切刃を成形する。
(もっと読む)
多重磁極マグネトロンスパッタリング成膜装置及びその成膜方法
【課題】 ターゲット表面に、広い範囲で高いイオン密度のプラズマを形成し、更に高いイオン密度のプラズマを無駄なく、効果的に基板まで移動させ、成膜することを狙ったものである。
【解決手段】 基板上に膜を形成するための多重磁極マグネトロンスパッタリング成膜装置であって、上記ターゲットの裏面中央部に一方の磁極からなる中心磁石が配設され、上記ターゲットの裏面円周方向周囲に他方の磁極からなる複数の外周磁石が配設され、上記ターゲット表面の円周方向外側位置に第1外部磁石及び第2外部磁石が配設され、上記ターゲットと上記基板とを結ぶ方向を軸としてコイルが巻回され、上記コイルに高周波電力が付与され、上記ターゲット及び上記基板間に電力が印加され、ターゲットから膜材料粒子が放出され、基板に成膜される。
(もっと読む)
樹脂成形用金型
【課題】 断熱性が高く、キャビティへの充填初期及び充填末期おいても所定温度を維持でき、樹脂の流動性に優れ、成形面の転写性に優れた金型を提供すること。
【解決手段】 金型成形面の母材側には無電解めっき層が形成され、前記金型成形面の成形面側にはアモルファス炭化珪素膜からなる表面層が形成されており、前記アモルファス炭化珪素膜中のSi含有量が60重量%以上であることを特徴とする樹脂成形用金型。
(もっと読む)
ホーニング加工方法
【課題】 内径の異なる複数のボアについて、単一のホーニングヘッドを使用して順次適切にホーニング加工を行うこと。
【解決手段】 本発明のホーニング加工方法は、ヘッド周面1aにて出退動可能な砥石4を有するホーニングヘッドHを、ワークWの第1ボアBの内部にて回転駆動しつつ、砥石4を研削送り出し駆動することにより、第1ボアBの表面を研削加工する第1工程と、この後に、第1ボアBとは異なる初期直径を有する第2ボアBの内部にてホーニングヘッドHを回転駆動しつつ、砥石4を研削送り出し駆動することにより、第2ボアBの表面を研削加工する第2工程とを含む。第1工程において研削送り出し駆動を開始する時の、第1ボア表面および砥石先端の間の第1開始距離と、第2工程において研削送り出し駆動を開始する時の、第2ボア表面および砥石先端の間の第2開始距離とは、異なる。
(もっと読む)
研削加工方法
【課題】 砥石車の偏摩耗を抑えながら精度良く研削加工を進める一方で、加工負荷を効果的に抑える研削加工方法を提供する。
【解決手段】 軸線方向に鈍角をなして並ぶ複数の面(テーパ面Wa,ストレート面Wb)を内周面にもち、かつこれら複数面のコーナーWcが円弧からなるワークWの内面研削方法。前記複数の面の面角度にそれぞれ対応する単位砥石面30a,30bをもち、かつこれら複数面のコーナー31の断面がワークWのコーナーWcより半径の小さい円弧からなる砥石3を砥石軸3aに組付け、ワークWのテーパ面Wa、コーナーWcおよびストレート面Wbに沿って砥石3を軸線方向に移動させながら、まずテーパ面Waを砥石3の第1単位砥石面30aを使って研削し、コーナーWcを砥石3のコーナー31を使って研削し、さらにストレート面Wbを砥石3の第2単位砥石面30bを使って研削するようにした。
(もっと読む)
シリンダボアの加工方法および同加工装置
【課題】 オープンデッキ型のシリンダブロックにおけるシリンダボアの真円度を高める。
【解決手段】 V型6気筒エンジンのシリンダブロック1の各バンク1a,1bにそれぞれ鋳込まれる3つのシリンダライナ3のうち、真中のシリンダライナ3にホーニング加工を施すことにより第2シリンダボア(又は第3シリンダボア)を形成する。この際、シリンダライナ3の先端部分をクランプアーム36により外側からクランプすることによりシリンダライナ3をその配列方向に圧縮し、さらにシリンダボア2の真円度測定を行うときの作業温度よりも高い温度に温調されたクーラントをノズル18からシリンダライナ3に供給しながらホーニングヘッド16により当該シリンダライナ3の内周面を加工する。
(もっと読む)
低温乾式殺菌方法および装置
【課題】 小型で簡便な装置を用いて、安全かつ確実に殺菌を行うことができる低温殺菌法を提供する。
【解決手段】 ガスボンベ(ガス供給源)8と、ガスボンベ8から供給されたガスを励起して、高エネルギー粒子を含む温度非平衡状態のガスを発生させる高エネルギー粒子発生部1〜3と、高エネルギー粒子発生部1〜3で発生した温度非平衡状態のガスを外部の病原微生物に噴射させるガス噴出部4を備える。
(もっと読む)
131 - 140 / 145
[ Back to top ]