
株式会社岡本工作機械製作所により出願された特許
1 - 10 / 161
四角柱状インゴットブロックの面取り加工方法
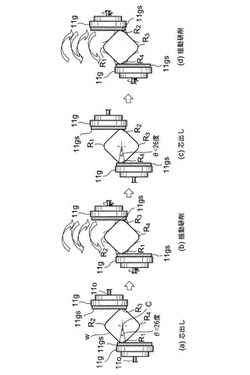
【課題】 四角柱状シリコンインゴットの四隅R面の面取り粗研削加工時間を短縮できる面取り加工方法の提供。
【解決手段】 カップホイール型砥石11gを軸承する前後移動可能な砥石軸11o,11oの一対の砥石軸間高さを離間させ、ワークテーブルに搭載されたクランプ機構7の主軸台7aと心押台7b間に支架されたワークwのC軸心を前後に26度揺動回転させながら前記カップホイール型砥石11g,11gの刃先に当接触させてワークのインフィード研削を開始し、ついで、この揺動するワークを前記カップホイール型砥石11g,11g間を通過させてトラバース研削を行ってワークのR面を面取り研削加工する。
(もっと読む)
貫通電極付きセラミック基板の研削方法

【課題】 貫通電極付きセラミック基板の研削加工速度を向上させる。
【解決手段】 貫通電極付きセラミック基板(ワーク)wのカップホイール型研削砥石3aによる研削加工作業と一緒に前記カップホイール型研削砥石3aの刃先3agをドレッサー4の成形砥石4gでインプロセスドレッシング作業を行う。
(もっと読む)
レールの複合研削方法
【課題】 1本のリニア案内レールの研削加工時間を短縮させる。
【解決手段】 門型研削装置100のワークテーブル12上に載置したプレファブリックレール(ワーク)を、移動されるワークに対し両側位置となるように配置した一対の総形砥石車16a,16aと移動されるワーク頭頂部wtの研削開始位置に配置した総形砥石車17aが形成する空間を前記ワークwが通過するように前記ワークテーブルを移動させて通過させ、このワーク通過の際に回転する前記一対の総形砥石車でワークの両側部を研削加工し、回転する前記1個の総形砥石車でワークの頭頂部を研削加工して研磨されたレールを製造する。
(もっと読む)
方形ワークの三面取り研削方法およびそれに用いる複合研削砥石車
【課題】方形ワークの3面(XZ面、YZ面、XY面)の直角出し研削加工をなす安価な平面研削装置を提供する。
【解決手段】中央プレーン砥石車部2bの両側面に10〜45度の傾斜角を有するアンギュア砥石車部2a,2cが一体化された外周縁断面が傾斜−平行−傾斜形状を示す複合研削砥石車2を用い、ワークテーブルを往復動させつつ、方形ワークWのXY面、XZ面をアングラー砥石車部2a、2cで平面研削し、ワークテーブルを移動せず、砥石軸を上下方向移動および前後方向移動させて、方形ワークWのYZ面をプレーン砥石車部2bで平面研削する。
(もっと読む)
サファイア基板の平坦化加工方法
【課題】サファイア基板をスループット20枚/時以上の市場要求を満足させる最適加工条件で平坦化加工して、薄肉化した反りのない加工基板を製造する方法および装置を提供する。
【解決手段】3軸の研削砥石ヘッド34hc,34hm,34hfを備える研削装置で研削工程を行った後、2基のワーク吸着ヘッド22,22を備えるラップ盤とダイヤモンド砥粒を分散させたスラリーを用いてラップ加工を行い、表面粗さ(Ra)が20nm以下のサファイア基板を製造する。
(もっと読む)
円柱状インゴットの複合面取り加工装置ならびにそれを用いてワークに円筒研削加工およびオリフラ研削加工をする方法
【課題】円筒状インゴットブロックの外周面の円筒研削加工を短くしたい。およびワークの結晶方位を高精度に検出したい。
【解決手段】 XRD機600を挟んで同一タイプのn(n=2〜4の整数)台の円筒研削
装置500を配置した複合面取り加工装置1とし、円筒研削装置500でワーク外周面の皺を取り除いた後に、円筒研削加工されたワークの結晶方位をXRD機600で検出、マーキング
する。
その後、前記円筒研削装置500を用いてワークのオリフラ研削加工を行う。
(もっと読む)
サファイア基板の平坦化加工装置および平坦化加工方法
【課題】 サファイア基板を高スループットで平坦化加工して薄肉化した反りのない異物の付着が少ない加工基板を製造することができる平坦化加工装置の提供。
【解決手段】 3軸の研削砥石ヘッド34hc,34hm,34hfを備える研削装置30と、2基のワーク吸着ヘッド22,22を備えるラップ盤20間のサファイア基板の移送を多関節型搬送ロボット4のアーム4aを利用して行う。
(もっと読む)
四角柱状インゴットの四隅R面の円筒研削方法
【課題】 四角柱状シリコンインゴットの四隅R面の面取り研削加工時間を短縮できる面取り加工方法の提供。
【解決手段】
カップホイール型砥石11gを軸承する前後移動可能な砥石軸11o,11oの一対の砥石軸間高さを離間させ、ワークテーブルに搭載されたクランプ機構7の主軸台7aと心押台7b間に支架されたワークのC軸心を前後に26度揺動回転させながら前記カップホイール型砥石11g,11gの刃先に当接触させてワークのインフィード研削を開始し、ついで、この揺動するワークを前記カップホイール型砥石11g,11g間を通過させてトラバース研削を行ってワークのR面を面取り研削加工する。
(もっと読む)
円筒状インゴットブロックを四角柱状ブロックに加工する切断装置および切断方法
【課題】 円筒状インゴットの四側面剥ぎ切断加工を行って角柱状インゴットに形成する際の切断屑の発生量を低下させたい。
【解決手段】 切断装置1の薄い厚みの回転切断刃91a,91bを挟む外周刃横揺れ自己補償機構96を新たに設けるとともに、インゴットの切断方法を予め回転切断刃91a,91bで1/2カットする溝切加工を行った後、インゴットを回転させて残りの1/2の溝を回転切断刃91a,91bで加工し、側面を切断するハーフカット方法に変更した。
(もっと読む)
ワークの複合面取り加工装置およびそれを用いてワークの円筒研削加工およびオリフラ研削加工する方法
【課題】円筒状インゴットブロックの外周面を円筒研削加工およびオリフラ研削加工する際の生産時間を短くしたい。
【解決手段】 XRD機600を挟んで同一タイプのn(n=2〜4の整数)台の円筒研削
装置500と1台の円筒研削装置700を設け、n台の円筒研削装置500によるワークwの円筒
研削加工を、1台の円筒研削装置700でワークのオリフラ研削加工を同時平行になすこと
ができるように面取り加工プログラムを組むとともに、ワークの搬送ロボット200を付随
させた。
(もっと読む)
1 - 10 / 161
[ Back to top ]