
株式会社ダイセン工業により出願された特許
1 - 10 / 14
成形金型およびそれを用いた成形方法
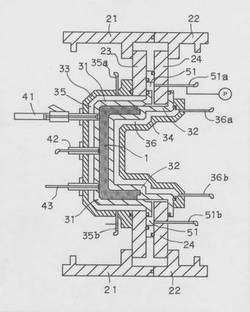
【課題】凹凸金型部材以外の金属構成材に消費される熱ロスの削減を図るとともに、個々の凹凸金型部材に応じた個別的制御を可能とする。
【解決手段】一対の枠構造部材であるフレーム21、22とそのフレームの対向面に外周を固定した金型取付プレート23、24からなり、それぞれに複数の凹金型部材31、閉型時に成形キャビティ1を形成する複数の凸金型部材32を配設した成形金型。前記凹金型部材31と凸金型部材32の背面に所定の間隔を設けて、金型部材31、32の背面形状に倣った対向面形状の凹側ケーシング33、凸側ケーシング34を配設して、前記凹金型部材31と凹側ケーシング33とにより、また、凸金型部材32と凸側ケーシング34とにより、それぞれ囲まれた独立した凹側個別用役チャンバ35、凸側個別用役チャンバ36を形成している。
(もっと読む)
発泡樹脂成形機

【課題】作業者の負担を軽減でき、かつ安全にして成形効率がよい小型の発泡樹脂成形機を提供する。
【解決手段】垂直方向の合わせ面31を有する固定型3が装着された固定ダイプレート1と、前記固定型3に水平方向から当接される移動型4が装着された移動ダイプレート2とを備える発泡樹脂成形機において、固定ダイプレート1を移動ダイプレート2に対して表裏反転させる反転機構5に支持させたうえに、固定ダイプレート1の表裏両面にインサート部品を装着可能な固定型3を取り付けて、移動型4に当接された表面側固定型3におけるインサート成形と、表面側固定型3とは反対側の裏面側固定型3における成形品の取り出し及びインサート部品を装着するための段取り作業とを並行して行うようにした。
(もっと読む)
ポーラス成形体成形機およびポーラス成形体の製造方法
【課題】多数の金型を装着した場合にも金型間で発泡むらを生ずることなく、均一な気孔率を有するポーラス成形体の製造可能なポーラス成形体成形機およびポーラス成形体の製造方法を提供する。
【解決手段】発泡樹脂からなるポーラス成形体を製造するための複数の金型がダイプレート1に装着されたポーラス成形体成形機において、複数の金型によって形成されるキャビティ3に対応して蒸気室4を独立して設けて、これらの蒸気室4にそれぞれ用役配管であるスチーム配管5、冷却水配管6、ドレン配管7を配設するとともに、原料充填機8を配設したポーラス成形体成形機、およびこのポーラス成形体成形機を用いたポーラス成形体の製造方法。
(もっと読む)
発泡樹脂成形機
【課題】用役通路の気密性を高く確保することができる発泡樹脂成形機を提供する。
【解決手段】発泡樹脂成形機を、ダイプレート1に装着され内部に蒸気室21を有する金型2と、蒸気室21に連通する用役通路41が設けられた金型側の中継管部材4と、前記用役通路41に接続されるダイプレート側の管継手5とを備えるものとして、中継管部材4と管継手5との間にOリング54を配したうえに、金型2の外部には中継管部材4を管継手5の方向に押圧して中継管部材4と管継手5の間をシールするシールアジャスト装置7を配設した。シールアジャスト装置7は、金型2の外部に突設されたネジ装着基台71と、このネジ装着基台71に螺入された中継管部材押圧用のネジ72とからなる。
(もっと読む)
発泡樹脂成形機及びその運転方法
【課題】金型の摩耗が進んだときにも、所定の型締め力を確保して発泡成形品を製造することができる発泡樹脂成形機及びその運転方法を提供する。
【解決手段】固定型3を有する固定ダイプレート1と、移動型4を有する移動ダイプレート2と、移動ダイプレート2を固体ダイプレート1に対して開閉させる金型開閉装置とを備える発泡樹脂成形機において、金型開閉装置を、移動ダイプレート2と型締めハウジング8との間に配置されるトグルリンク5と、当該トグルリンク5をクロスヘッド6を介して屈伸させる電動式のボールネジ7とからなるものとして、この金型開閉装置に、型締め力を測定して所定の型締め力に調整するための型締め力調整機構20を接続した発泡樹脂成形機、及びその運転方法。
(もっと読む)
発泡成形機及びその運転方法
【課題】移動ダイプレートのクラッキング停止位置等の成形パラメータを高精度に制御して、良好な製品を安定して製造できる発泡成形機及びその運転方法を提供する。
【解決手段】固定ダイプレートと移動ダイプレートとを備える成形機本体と、この成形機本体に接続された成形工程制御装置とからなる発泡成形機であって、成形機本体は、移動ダイプレートを移動させる電動ボールネジを備えており、成形工程制御装置10は、成形機本体の成形プログラムの各成形パラメータを表示させてモニター画面52上で成形プログラムをチェックする空運転と、成形品を自動生産する実運転とを切り替えて行うための、タッチパネル53を備えていることを特徴とする発泡成形機、及びこの発泡成形機の運転方法。
(もっと読む)
圧縮減容機及び廃発泡プラスチックの圧縮減容方法
【課題】単純な圧縮応力のみで嵩張る廃棄物を減容させる簡易式でありながら、最小限の圧縮応力で使用済み発泡スチロール等の廃発泡プラスチックを効率的に減容できるようにする。
【解決手段】圧縮室1に投入された被圧縮物を圧縮により減容させる圧縮減容機であって、圧縮室1の一つの面を形成する固定圧縮板2と、圧縮室1を介して固定圧縮板2と対向し、直線運動機構3の駆動に応じた直線運動により、固定圧縮板2との間で被圧縮物を圧縮する可動圧縮板4と、圧縮室1の周囲を覆う固定ガイド板5とを備え、可動圧縮板4及び/又は固定圧縮板2の圧縮作用面6が、その中心部で圧縮率が高く、かつ、中心部から周囲に向けて圧縮率が徐々に低減される形状を有するとともに、圧縮室1の低圧縮率側に脱気孔7が形成される。
(もっと読む)
発泡成形機及びその運転方法
【課題】簡単な移動機構により移動ダイプレートを型閉めすることができる発泡成形機及びその運転方法を提供する。
【解決手段】移動ダイプレート2の金型4を挟んで相対峙する位置に、移動ダイプレート2移動用のボールネジ5、6が2本装着された発泡成形機において、一方のボールネジ5の端部に、移動ダイプレート2の高速移動機構8を配設し、他方のボールネジ6の端部に、移動ダイプレート2の低速移動機構9を配設するとともに、これらのボールネジ5、6の間に、動力伝達部材11を介装した。高速移動機構8は、モータ軸12がボールネジ5に直結されたモータ13を備え、低速移動機構9は、モータ21と、モータ21に接続された減速機22とを備えている。及び、自動的に型締め力を調整する運転方法。
(もっと読む)
成型品の離型方法
【課題】クラッキング幅を小さく且つ高精度に制御して、成形品の離型を効率よく良好に行うことができる成型品の離型方法を提供する。
【解決手段】ボールネジ6を正転させて固定型3と移動型4との間に成形品高さの3〜30%の離型クラッキング幅Wを形成しつつ、固定型3の蒸気室32に圧縮エアを導入して成形品を固定型3から離型させる第1工程と、ボールネジを逆転させて型締め限まで又は型締め限の途中まで型締めする第2工程と、ボールネジを正転させて固定型と移動型との間に成形品高さの3〜30%の離型クラッキング幅Wを形成しつつ、移動型4の蒸気室42に圧縮エアを導入して成形品を移動型4から離型させる第3工程と、を行う。また、第3工程の後に再度型締めする第4工程を付加して、第4工程を行った後第1工程に戻る操作を複数回繰り返して、成型品界面に高圧を繰り返し負荷することができる。
(もっと読む)
原料ビーズの充填方法
【課題】キャビティ内に原料ビーズを均一に充填して、冷却時間の短縮を図ることができる原料ビーズの充填方法を提供する。
【解決手段】固定型3と移動型4とで形成されるキャビティ60内に、インジェクションエアにより原料ビーズを充填する原料ビーズの充填方法において、移動型4をボールネジによって移動される方式のものとして、この移動型4を、充填開始クラッキング位置にて位置させて原料ビーズの充填を開始する。その後、ボールネジを回転させてクラッキング間隙51を狭めつつキャビティ60内に原料ビーズを充填する。充填途中で、クラッキング間隙の拡大、縮小を繰り返して、キャビティ60内の原料ビーズに空気の膨張・圧縮による脈動を与える。
(もっと読む)
1 - 10 / 14
[ Back to top ]