
株式会社サカイヤにより出願された特許
1 - 10 / 24
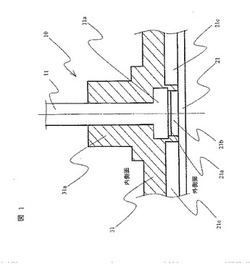
電極端子と金属膜層を備えた合成樹脂成形品
【課題】アンテナや、電子回路の構成要素としての回路パターンを一体的に設けた合成樹脂成形品に、信頼性のある電気的接続を確保できる電極端子を備えるようにすることを課題とする。
【解決手段】金型内に設置した合成樹脂シート21上に溶融合成樹脂を射出することによって成形される合成樹脂成形品10において、この合成樹脂成形品は、合成樹脂シート部21と射出成形樹脂部31から成り、合成樹脂シート部21には加飾印刷により形成された加飾膜層と、無電解めっき又は電解めっきにより形成された金属膜層21aが備えられ、射出成形樹脂部31には、インサート成形により電極端子11が埋め込まれ、電極端子11の一方の端部は当該金属膜層21aに接触し、電極端子11の他方の端部は当該射出成形樹脂部31から外部へ突出している構成の合成樹脂成形品10とした。
(もっと読む)
加飾合成樹脂シートの製造方法および当該製造方法によって製造された加飾合成樹脂シートを使用した合成樹脂成形品

【課題】合成樹脂シートにスタンパーをプレスすることにより微細な凹凸状ラインの集合体を転写する際に生じる合成樹脂シートの変形やそりを防止するとともに製造サイクルを短縮することができる、合成樹脂シートに装飾を転写する加飾合成樹脂シートの製造方法を提供すること
【解決手段】加飾合成樹脂シートの製造方法は、第1のガラス転移温度を有する第1の材料からなる第1のシート層1の上面に、第1のガラス転移温度より低い第2のガラス転移温度を有する第2の材料からなる第2のシート層2で形成された合成樹脂シート3を第2のガラス転移温度から第1のガラス転移温度までの間の温度に加温し、スタンパー5をプレスすることにより第2のシート層2に装飾を転写する工程を備える。
(もっと読む)
微細加工を施した合成樹脂シートおよびこれを使用した合成樹脂成形品
【課題】
高級感に満ちた加飾面を備えたインモールド成形用の合成樹脂シート、および当該合成樹脂シートを備え、当該合成樹脂シートと一体化された合成樹脂成形品を提供することを課題とする。
【解決手段】
インモールド成形法に使用され、加飾面を有する合成樹脂シートにおいて、 当該合成樹脂シートの片面又は両面に、高さ又は深さ100μm以下、幅100μm以下の微細な凹凸状ラインの集合体から構成される図形、模様、文字、およびこれらの組合せを備え、当該凹凸状ラインの集合体は、視認できる少なくとも2以上の集合体から構成され、1の凹凸状ラインの集合体の高さ又は深さと、その他の凹凸状ラインの集合体の高さ又は深さが異なる構成の合成樹脂シートとした。
(もっと読む)
金属プレートと一体化した合成樹脂成形品およびその成形方法
【課題】金属プレートと、合成樹脂シートと、射出成形金型とによって画成される空間に溶融合成樹脂を射出することにより成形される射出成形樹脂部とからなる一体化された合成樹脂成形品において、合成樹脂シートを金属プレートと射出成形樹脂部によってサンドイッチすることにより合成樹脂シートを機械的に保持し、更に気密性を確保できるようにした合成樹脂成形品およびその製造方法の提供。
【解決手段】プレス成形された金属プレート11であって、当該金属プレートの全面または一部の表面にポーラスな組織を備えた金属プレートを射出成形金型に設置するステップと、合成樹脂シート12を射出成形金型に設置するステップと、当該金属プレートと、当該合成樹脂シートと、射出成形金型とによって画成される空間に溶融合成樹脂を射出するステップと、からなる金属プレート、合成樹脂シート、および射出成形樹脂部13が一体化した合成樹脂成形品10を成形する。
(もっと読む)
加飾膜層と金属膜層を備えた樹脂シートの製造方法
【課題】
表面に意匠面を構成することとなる加飾膜層と、アンテナや回路パターンを構成することとなる金属膜層の両方を設けた樹脂シートを、簡単な製造プロセスで製造する。
【解決手段】
樹脂シートに加飾印刷を施行する工程、当該樹脂シートに導電性高分子微粒子含有塗料を塗布する工程、当該樹脂シートを脱ドープ用前処理液に浸す工程、 当該樹脂シートをめっき触媒金属を含有する触媒液に浸す工程、当該樹脂シートを無電解めっき液に浸す工程により、樹脂シートを製造する
(もっと読む)
遊色効果を有する加飾面を備えた合成樹脂成形品の製造方法
【課題】
従来の合成樹脂成形技術では実現することができなかった新規な加飾性を合成樹脂成形品に付与することを課題とするものであり、特に遊色効果を有する加飾面を備えた合成樹脂成形品の製造方法を提供する
【解決手段】
合成樹脂シートにインクジェット印刷により印刷層を形成する工程と、印刷層の上にミラー層を形成する工程とによって準備された複層合成樹脂シートを使用し、複層合成樹脂シートの印刷層およびミラー層とは反対の面を金型の空洞内面に接触させるようにして金型内に装填する工程と、複層合成樹脂シートが装填された金型内に溶融樹脂を射出する工程とからなる合成樹脂成形品の製造方法。
(もっと読む)
めっき層を有する合成樹脂成形品
【課題】装飾を有し、部分めっきが施された合成樹脂成形品の簡易な製造方法を提供すること。
【解決手段】金型表面に隣接して合成樹脂シートを装填した後、金型内に溶融樹脂を射出して、合成樹脂シートを溶着接合してなる合成樹脂成形品の製造方法であって、合成樹脂シートの片面にインク膜層を形成する工程(S10)と;合成樹脂シートをインク膜層を溶融樹脂が射出される空間側にして金型内に装填する工程(S12)と;合成樹脂シートが装填された金型内に溶融樹脂を射出して合成樹脂成形品を形成する工程(S14、S16)と;合成樹脂成形品にめっきにより金属層を形成する工程(S22、S24)とを備える合成樹脂成形品の製造方法。
(もっと読む)
2層シートを有する合成樹脂成形品
【課題】アニーリングをすることなく熱伸縮の差によりそりの生じにくい、合成樹脂シートを一体化して成形した合成樹脂成形品を提供すること。
【解決手段】金型表面に隣接して合成樹脂シートを装填した後、金型内に溶融樹脂を射出して、該合成樹脂シートを溶着接合してなる合成樹脂成形品1であって、少なくとも片面にインク膜層21が形成された第1の合成樹脂シート20と;第1の合成樹脂シート20が第1の面10aに溶着接合された合成樹脂板10と;合成樹脂板10の第1の面10aと表裏の関係の第2の面10bに溶着接合された第2の合成樹脂シート30とを備える合成樹脂成形品1。
(もっと読む)
装飾固体片が埋め込まれた合成樹脂シートの製造方法および合成樹脂成形品の製造方法
【課題】固体片の突起をなくしつつ、工程数が少なく効率的であり、さらに位置精度を高く配置した固体片を有する合成樹脂シートおよびかかる合成樹脂シートが一体化された合成樹脂成形品の製造方法を提供すること。
【解決手段】合成樹脂シートの製造方法は、装飾固体片14をフィルム18の片面に配置する工程S10と、装飾固体片14を型22に接しない側にしてフィルム18を型22に位置決めする工程S12と、型22に位置決めされたフィルム18に、合成樹脂シート12を重ねる工程S16と、フィルム18と合成樹脂シート12とを型22上にて押圧して、装飾固体片14を合成樹脂シート12に埋め込む工程S18と、フィルム18を合成樹脂シート12から剥がす工程S20とを備える。
(もっと読む)
合成樹脂成形品およびその製造方法
【課題】合成樹脂の側面から光が漏れることがなくより鮮明なバックライティングに使用できる、合成樹脂シートを一体化した合成樹脂成形品及びその製造方法を提供する。
【解決手段】合成樹脂成形品は、金型表面に隣接して合成樹脂シート20を装填して、金型内に溶融樹脂を射出して、該合成樹脂シートを溶着接合してなる合成樹脂成形品10であって、少なくとも1つの平面12aを有し、平面12aに貫通孔16が形成された合成樹脂成形品である第1合成樹脂部材12と;第1合成樹脂部材12の貫通孔16内に配置され、平面12aと同一面内に平面14aを有し、第1合成樹脂部材12と同時に成形された合成樹脂成形品である第2合成樹脂部材14と;第1合成樹脂部材12の平面12aと、第2合成樹脂部材14の平面14aとの間を覆い、第1合成樹脂部材12および第2合成樹脂部材14に溶着接合された合成樹脂シート20とを備える。
(もっと読む)
1 - 10 / 24
[ Back to top ]