
ズルツァー・メットコ・アクチェンゲゼルシャフトにより出願された特許
1 - 10 / 30
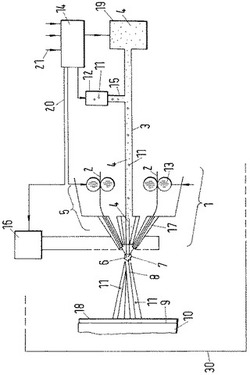
稠密層を製作するためのアーク溶射方法
【課題】基体上に稠密層を製作するためのアーク溶射方法の提供。
【解決手段】電圧を2つの導電性溶射ワイヤ2に印加して、アーク6を溶射ワイヤ2間に発生させる。それにより、融液8を、溶射ワイヤ2から融解領域7で形成し、その融液8を流体4によって作用させる。その流体4により融液8を基体10まで搬送し、そこに融液8を付着させて層18を形成される。その際、酸化可能な粒子11を融液8に供給し、基体10上に融液8と共に付着させて、溶射の終了の後に、その酸化可能な粒子11を少なくとも部分的に酸化させ、層18を緻密化する。
(もっと読む)
基材を動的に位置決めするためのコンポーネント・マニピュレータ、被覆方法、及びコンポーネント・マニピュレータの使用

【課題】溶射プロセスにおいて処理すべき基材を動的に位置決めするためのコンポーネント・マニピュレータの提供。
【解決手段】熱処理プロセスにおいて処理すべき基材2を動的に位置決めするためのコンポーネント・マニピュレータ1。このコンポーネント・マニピュレータ1は、主要回転軸線3を中心として回転可能な主要駆動軸30と、連結要素4と、連結要素4に連結可能な基材ホルダ5とを備える。連結要素4は、セラミック連結要素4であり、基材ホルダ5の連結セグメント51が、プラグ/回転連結部により、プラグ/回転連結部の連結軸Vに対して引き抜き抵抗性を有し回転可能に固定された態様で、連結要素4に連結可能であり、基材ホルダ5は、連結軸Vを中心として回転自在に配置される。本発明は、被覆方法、被覆装置、及びコンポーネント・マニピュレータ1の使用にも関する。
(もっと読む)
熱遮蔽コーティング構造の形成方法
【課題】熱遮蔽コーティング構造を形成するための時間及び費用を低減することを可能にし、それによって全体的熱遮蔽コーティングシステムの熱サイクル耐性を損なうことなしに基材表面上に熱遮蔽コーティング構造を形成する方法を利用可能にする。
【解決手段】該熱遮蔽コーティング構造は、異なる方法で作り出される少なくとも2つの熱遮蔽コーティング2.1、2.2を含む。一方の熱遮蔽コーティング2.1を形成するには、コーティング材料を、大気圧でのプラズマ溶射(大気プラズマ溶射又は略してAPS)によって粉末ジェットの形態で基材表面上に溶射し、もう一方の熱遮蔽コーティング2.2を形成するには、コーティング材料を、異方性ミクロ構造を形成し且つ基材表面に対して本質的に垂直に整列される長く伸びた微粒子を有する層が基材表面上に発現するようにプラズマ溶射−物理蒸着又は略してPS−PVDによって基材表面に塗布する。
(もっと読む)
冷却空気孔の管理が不要となる溶射方法
【課題】冷却空気孔の目詰まりを防ぐ溶射法を提供する。
【解決手段】入口51及び出口52を有する少なくとも1つの貫通孔5を有する本体1の表面10を被覆する方法であって、出口52が被覆すべき表面10に設けられ、被覆を溶射によって行なう方法において、溶射の際に、貫通孔5に流体を流し、この流体を、貫通孔5の出口52を通じて流出させ、被覆によって生じる貫通孔5の狭搾を実質的に防止する方法が提案される。
(もっと読む)
熱遮蔽被覆構造体を製造する方法
【課題】基板表面に熱遮蔽被覆構造体10を製造する。
【解決手段】プラズマ・トーチ4を有する作業室2を準備し、プラズマ・ガスをプラズマ・トーチ4を介して導入し加熱によりプラズマ・ジェット5を形成し、プラズマ・ジェット5を作業室内に導入された基板3の表面に方向付ける。熱遮蔽被覆を製造するために、プラズマ・トーチ4と基板3との間に電圧を印加してアークを発生させ、基板表面をアークによって清浄化し、アークによる清浄化の後で基板3を作業室内に留め、0.02μm〜2μmの厚さを有する酸化物層11を清浄化された基板表面上に形成し、熱遮蔽被覆12をプラズマ溶射プロセスによって付着させる。
(もっと読む)
流体機械でアブレイダブル被膜として使用される表面形状を付形された表面
【課題】流体機械において、ブレード先端にとって好適とされるアブレイダブル被膜を提供する。
【解決手段】流体機械でアブレイダブル被膜として摩耗表面が使用される。ブレード先端の移動で材料が除去されて形成される摩耗表面10が生じる。この表面は、空所状の陥凹部11を囲むリブ15によって形成される。アブレイダブル被膜はストリップ状の構成要素5で構成されたパターンを形成し、基準格子40における屈曲位置41,42の間を結ぶ線45上をリブ方向に沿って位置する。摩耗表面10の各位置における大部分、すなわち摩耗表面の少なくとも80〜90%を超える部分で、リブ方向はブレード先端2の移動方向vと相違される。摩耗表面の2/3で、移動方向はリブ方向から30゜よりも大きな角度、45゜よりも大きな角度でずれている。摩耗表面のストリップ状の構成要素5は、湾曲、分離および(または)部分的に連結されたストリップとして形成される。
(もっと読む)
噴霧材料、熱噴霧層、並びに熱噴霧層を備えたシリンダ
【課題】本発明は、基材を熱的にコーティングするための、特に往復ピストン式燃焼機関のシリンダの滑走面の熱コーティングのための噴霧材料に関する。
【解決手段】本発明により、噴霧材料はZnOの固体潤滑剤を含み、該噴霧材料中の該ZnOの体積分率は、該噴霧材料の体積の0.1%から15%の範囲内である。本発明は、熱噴霧コーティングに関し、並びに本発明の噴霧材料を使用して製造される熱噴霧コーティングを有する往復ピストン式燃焼機関用のシリンダにさらに関する。
(もっと読む)
基材のコーティングのための方法及びコーティングを有する基材
基材のコーティングのための方法が提供される。この方法においては、プロセス・ジェット(2)をデフォーカスするプラズマ中へ出発材料(P)を注入し、その中において、最大20,000Paの低いプロセス圧力で、出発材料(P)を液相(21)へ部分的に又は完全に溶融して、出発材料(P)をプラズマ溶射によってプロセス・ジェット(2)の形で基材(10;50)へ溶射し、液相(21)からの堆積によって、基材(10;50)が、プロセス・ジェット(2)に対して幾何学的な死角に位置する少なくとも1つの領域(101)においてコーティングされるように、プロセス・ジェット(2)用のガス流を設定する。 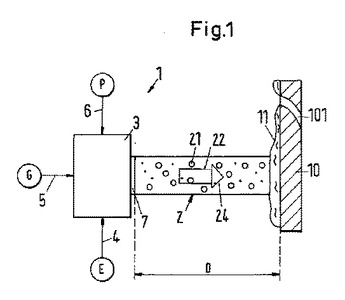 (もっと読む)
(もっと読む)
基材を表面被覆又は表面処理するためのプラズマ被覆装置及び方法
本発明は、排気することができ、基材3を配置することができる加工室2を含み、且つプロセス・ガスを加熱することによってプラズマ・ビーム5を生成するためのプラズマ・バーナ4を含む、基材3を表面被覆又は表面処理するためのプラズマ被覆システムに関する。プラズマ・バーナ4は、プラズマ・ビーム5がプラズマ・バーナ4から出て行くことができ、加工室2の長手方向軸線Aに沿って延びるノズル41を有している。ノズル41の下流には、機械的制限装置12が、加工室2内に備えられ、長手方向軸線Aに沿って延在して、好ましくない粒子の側方浸入からプラズマ・ビーム5を保護している。本発明は、さらに、これに対応する方法に関する。 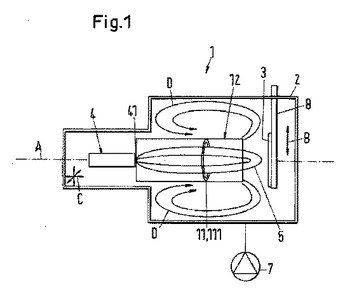 (もっと読む)
(もっと読む)
プラズマビームによる基体の被覆及び表面処理のための方法及び装置
【課題】プラズマビームにより基体を被覆及び表面処理する。
【解決手段】プラズマトーチ(4)を具えた加工室(2)を利用できるようにし、プラズマガスを前記プラズマトーチ(4)を通って送り、その中で電気ガス放電、電磁気誘導又はマイクロ波により加熱して、プラズマビーム(5)を生成させ、前記プラズマビーム(5)を、加工室中に導入した基体(3)上に送り、前記利用できるようにしたプラズマトーチ(4)が固体材料粒子をプラズマ溶射するための電力を有し、前記被覆及び/又は表面処理の間、前記加工室(2)中の圧力が0.01〜10mbになり、液状又はガス状の少なくとも一種類の反応性成分を前記プラズマビーム(5)中に注入し、前記基体(3)の表面を被覆し又はそれを処理する。
(もっと読む)
1 - 10 / 30
[ Back to top ]