
コンステリウム フランスにより出願された特許
1 - 10 / 17
熱交換器製造用の延伸部材及びその製造方法
【課題】 経済的条件を確保しながら、各種の使用特性(機械的強度、展延性、耐食性、鑞付け性)の間のバランスがさらに向上したアルミ合金による熱交換器製造用の延伸部材を提供する。
【解決手段】 Siが0.15〜0.30、Feが0.25未満、Cuが0.2〜1.1、Mnが1.0〜1.4、Mgが0.4未満、Znが0.2未満、Tiが0.1未満、その他の元素が各0.05未満で且つ合計0.15未満、残りがアルミニウムであるベース合金からなり、Fe≦Si、およびCu+Mg>0.4である組成(重量%)のアルミ合金による、熱交換器製造用の帯または管である延伸部材である。
(もっと読む)
台車が上を走行する産業用床を製造するための金属縞薄板、圧延によりこのような薄板を得ることを可能にする彫刻ロール
Notice: Undefined index: from_cache in /mnt/www/gzt_applicant_list.php on line 189
真空チャンバ用の6xxx合金製品の製造方法
本発明は、250mm以上の厚みを有し真空チャンバ用の要素の製造を目的とするアルミニウムブロックの製造方法に関するものであって、該方法において、連続的に、重量%でSi:0.5〜1.5、Mg:0.5〜1.5、Fe<0.3、Cu<0.2、Mn<0.8、Cr<0.10、Ti<0.15、他の元素各<0.05かつ合計<0.15、残分はアルミニウムという組成の合金ブロックを半連続鋳造により鋳造し、鋳造されかつ任意にて均質化されたブロックに対して直接450〜560℃の温度で溶体化熱処理を実施し、このように溶体化したブロックを、溶体化温度と200℃との間において200℃/h以上の冷却速度で焼入れし;このように焼入れし任意に応力除去したブロックの焼戻しを実施する。このように得られたブロックは、半導体で構成された電子集積回路、フラットディスプレイスクリーンならびに太陽電池パネルの製造用の真空チャンバの製作において特に有利である。 (もっと読む)
ろう付けされた熱交換器用チューブのアルミニウム合金製帯材

本発明は、少なくとも一つの面が犠牲陽極を形成するクラッド層で被覆されているアルミニウム合金製の芯材用薄板で構成されたブレージングシートを対象としている。その構成は、クラッド層が、重量百分率で表わした場合に、Siが2.0〜7.0超、Feが0.5未満、Cuが1.0未満、Mnが1.0〜2.0、Mgが0.5未満、Znが1.0〜3.0、Crが0.25未満、Niが1.5未満、Tiが0.25未満、Coが1.5未満、V、In、Sn、Zr、Scが各々0.25未満であり、その他の各元素がそれぞれ0.05未満、合計で0.15未満、という化学的組成のアルミニウム合金で構成されている。本発明は、また、犠牲陽極を形成するクラッド層がチューブの内部被覆つまり「インナーライナー」を構成しているブレージングシートから曲げ加工とろう付けによって製造される熱交換器用チューブをも対象としている。 (もっと読む)
車体の外被用のAl−Si−Mg合金板
【課題】再利用に適した組成、過酷な条件での深い型打ち鍛造と、嵌込みに十分な成形性、弾性戻りを抑制しながらの、6016型板金に対して改善された圧痕強度、良好な接着性のできない裁断と糸状腐食に対する強度を呈する自動車車体の外被のための、6016型合金製板金を提供する。
【解決手段】160MPa未満の、好適には150MPa未満のL方向弾性限界R0.2を、固溶化熱処理、焼入れ、プレ焼戻しまたは復元、3〜6箇月に含まれる環境温度での熟成の後に呈する、下記の組成(重量%)の厚みが0.8〜1.2mmの間に含まれる、車体の外被部品のための板金である:Fe:0.25〜0.35、Si:0.95〜1.10、Cu:0.15〜0.20、Mg:0.40〜0.50、Mn:0.08〜0.15、他の元素:それぞれ<0.05、合計<0.15、残りはアルミニウム。
(もっと読む)
一体型流路付きアルミニウム製パネルの製造方法
【課題】機械的特性の強い片面加工のパネルの製造に適合し、また、片面加工タイプおよび両面加工タイプのパネルに対して同時に、欠陥のあるパネルの早めの検出を可能にするロールボンドパネルの連続製造方法を提供する。
【解決手段】製造ラインに、ストリップAおよびBを供給し、ストリップAおよびBにブシをかけ、ストリップAに、接合阻止インクを塗布し、ストリップAおよびBを予熱し、ストリップAの表面に圧延機を使ってストリップBを押し当てて、複合ストリップを獲得し、複合ストリップを、炉においてアニーリングし、複合ストリップを冷やし、複合ストリップをパネルに切り抜き、パネルを、複数の段のある膨張用プレス機に移し、導管を膨張させ、パネルをプレス機から取り出して、それらを包装のために積み重ねる。
(もっと読む)
鋼構造に対して固定されるAl‐Si‐Mg合金板製の自動車ボディの外表面用部材
本発明は、0.8mmと1.2mmの間に含まれる厚みの自動車のボディの外表面用部材を対象とするものであり、組成(重量%)が、Si:0.7−1.3 Fe<0.5 Cu:0.5−1.1 Mn:0.4−1.0 Mg:0.6−1.2 Zn<0.7 Cr<0.25 Zr+Ti<0.20 他の元素はそれぞれが<0.05そして全体で<0.15、残りはアルミニウム、の合金製で、溶体化処理、急冷、そして室温での3週間の時効処理の後に、170MPa未満また好ましくは160MPa未満の弾性限界R0.2を呈する。本発明に係る外表面用部材は、塗装前に鋼構造に固定されるとき、鋼との膨張差に対して改善された作用を示し、自動車ボディのルーフパネルに好適である。 (もっと読む)
アルミニウム合金の板材および帯材のための表面処理方法
本発明の対象は、アルミニウム合金の帯材、板材、または成形部材の表面処理方法であって、大気プラズマを使った表面準備および、少なくともSi、Ti、Zr、Ce、Co、Mn、Mo、またはVの各元素のうちの一つを利用する化学変換処理を含む、アルミニウム合金の帯材、板材、または成形部材の表面に化学変換膜を形成するための表面処理方法である。本発明による表面処理は、先行技術の変換処理より時間がかからずまた経済的であり、そして、自動車のボディのために利用され、また接着または溶接によって組み立てられることを目的とした、アルミニウム合金の帯材および板材にとりわけ適用される。 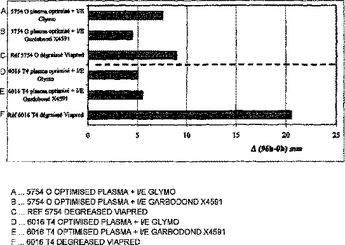 (もっと読む)
(もっと読む)
Al−Mg合金製部材の温間絞り加工方法
本発明は、アルミニウム合金製絞り加工部材の製造方法を対象とするものであり、該方法は:組成が(重量%で): Mg:1−6、Mn<1.2、Cu<1、Zn<1、Si<3、Fe<2、Cr<0.4、Zr<0.3、他の元素はそれぞれが<0.1で合計で<0.5、残りはAlの合金製で、厚さが0.5mmと5mmの間に含まれる帯材を製造し、この帯材からブランク材を一枚切り取り、該ブランク材の局部または全体を、150℃と350℃の間に含まれる温度で<30s加熱し、後過程の作業と両立可能な潤滑剤を存在させつつ、150℃と350℃の間に含まれる温度で、少なくとも部分的に加熱した装置を用いて加熱したブランク材を絞り加工する、という過程を含むものである。絞り加工をした部材は、特に自動車の車体部材である。  (もっと読む)
(もっと読む)
二機能性モノリシック押出し成形構造用材料

本発明は、二機能性押出し成形構造用材料(F)、特に航空機製造用の縦通材であって、一つの面上に固定するのに適した脚部(13)および本体部(14)を備え、前記脚部(13)がアルミニウムを主成分とする溶接可能な合金材(B)製であり、前記本体部(14)がアルミニウムを主成分とする熱処理合金材(A)製であることを特徴とする、二機能性押出し成形構造用材料(F)に関する。 (もっと読む)
1 - 10 / 17
[ Back to top ]