
ティッセンクルップ スチール アクチェンゲゼルシャフトにより出願された特許
1 - 10 / 45
延性に優れる高強度鋼板およびその製造方法
【課題】950MPa以上の引張強さと高い延性を有すると共に、化成処理性や溶融亜鉛めっき性にも優れ、しかも、焼鈍条件の変化に対する機械的特性の変動が小さい高強度鋼板とその製造方法を提案する。
【解決手段】C:0.05〜0.20mass%、Si:0.5mass%以下、Mn:1.5〜3.0mass%、P:0.06mass%以下、S:0.01mass%以下、Al:0.3〜1.5mass%、N:0.02mass%以下、Ti:0.01〜0.1mass%、B:0.0005〜0.0030mass%を含有し、さらに、Cr:0.1〜1.5mass%およびMo:0.01〜2.0mass%のうちの1種または2種を含有し、残部がFeおよび不可避的不純物からなる成分組成を有し、フェライトとマルテンサイトを含むミクロ組織からなり、引張強さが950MPa以上である高強度鋼板。
(もっと読む)
無方向性電磁鋼板の製造方法
【課題】無方向性電磁鋼板の製造方法を提供する。
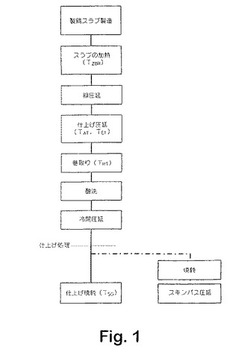
【解決手段】鋼素材,特に1250℃以下の加熱温度に加熱されて粗圧延されたスラブ,直接鋳造鋼帯あるいは薄スラブが、C≦0.06wt%,0.03wt%≦Si≦2.5wt%,Al≦0.4wt%,0.05wt%≦Mn≦1.0wt%,S≦0.02wt%並びに必要に応じて更なる添加合金元素及び残部として鉄並びに通常の付随成分を含有する。この鋼素材が、1100℃以下の入口温度で仕上げ圧延スタンドに導入されて、最終圧延温度(TET)≧770℃の下で、厚さ<3.5mmの熱延鋼帯に圧延され、最終圧延温度の関数としての巻取温度(THT)で巻取られ、酸洗後に、多数回のパスによって総圧下率≦85%の下で、厚さ0.2〜1mmの冷延鋼帯に冷間圧延され仕上げ処理が施される。この方法により優れた磁気特性を有する広範囲の高品質無方向性電磁鋼板の製造が可能である。
(もっと読む)
無方向性電磁鋼板の製造方法
【課題】無方向性電磁鋼板の製造方法を提供する。
【解決手段】
本発明方法は、重量%表示でC:0.001〜0.05%、Si:≦1.5%、Al:≦0.4%、この場合、Si+2Al≦1.7%、Mn:0.1〜1.2%、必要ならば合計1.5%までの合金元素たとえばP、Sn、Sb、Zr、V、Ti、N、Ni、Co、Nbおよび/またはB、それに残余成分のFeならびに通常の付随元素を含有する鋼の連鋳スラブ、ストリップまたは薄肉スラブなどのような素材からホットストリップを、前記素材を連鋳熱から直接に、または最低1000℃と最高1180℃の間の温度に再加熱後に、いくつかの圧延パスにより熱間圧延し、その熱間圧延時に少なくとも最初の圧延パスがオーステナイト相域で行われ、また少なくともさらに1回の圧延パスがオーステナイト/フェライト2相混合域で行われ、前記2相混合域圧延時に少なくとも35%の全圧下率εhが実現されるようにして製造し、次いでコイルに巻き取ることを特徴とする無方向性電磁鋼板の製造方法に関する。
(もっと読む)
複合相ミクロ組織を形成する鋼からフラット鋼生成物を製造する方法
本発明は、高張力フラット鋼生成物を、少ない労力で、幾何学的寸法の広い範囲で、製造する方法に関する。このために、本発明によると、以下の組成(重量%で表示)
C: 0.08 〜 0.11%
Mn: 1.00 〜 1.30%
P: ≦ 0.030%
S: ≦ 0.004%
Si: 0.60 〜 0.80%
Al: ≦ 0.05%
N: ≦ 0.0060%
Cr: 0.30 〜 0.80%
Ti: 0.060〜 0.120%
残余鉄及び不可避の不純物
を有し、そして、複合相ミクロ組織を形成する鋼を、厚さ1〜4mmを有する鋳造ストリップへ鋳造して;
900〜1100℃の範囲にある最終熱間圧延温度、20%を超える変形度で、前記鋳造ストリップを連続圧延中にインラインで、0.5〜3.2mmの範囲にある厚さを有する熱間圧延ストリップへ熱間圧延して;
前記熱間圧延ストリップを、550〜620℃の範囲にある巻き取り温度で巻き取り;
10%の最小破断伸びA80での、800MPaの最小引張強さRmを有する熱間圧延ストリップを得る。
(もっと読む)
アルミニウム合金化多相鋼からフラット鋼生成物を製造する方法
本発明は、高張力フラット鋼生成物を、少ない労力で、幾何学的寸法の広い範囲で、製造する方法に関する。このために、本発明によると、以下の組成(重量%で表示)
C: 0.10 〜 0.14 %
Mn: 1.30 〜 1.70 %
P: ≦ 0.030 %
S: ≦ 0.004 %
Si: 0.10 〜 0.30 %
Al: 0.90 〜 1.2 %
N: ≦ 0.0070 %
Ti: 0.070 〜 0.130 %
Nb: 0.040 〜 0.060 %
Mo: 0.140 〜 0.260 %
残余鉄及び不可避の不純物
を有し、そして、多相組織を形成する鋼を、厚さ1〜4mmを有する鋳造ストリップへ鋳造して;
850〜1000℃の範囲にある最終熱間圧延温度、20%を超える変形度で、前記鋳造ストリップを連続圧延中にインラインで、0.5〜3.2mmの範囲にある厚さを有する熱間圧延ストリップへ熱間圧延して;
前記熱間圧延ストリップを、350〜480℃の範囲にある巻き取り温度で巻き取り;そして、
5%の最小破断伸びA80での、800MPaの最小引張強さRmを有する熱間圧延ストリップを得る。
(もっと読む)
マルテンサイトミクロ組織を形成する鋼からフラット鋼生成物を製造する方法
本発明は、特に高張力なフラット鋼生成物を、少ない労力で、幾何学的寸法の広い範囲で、製造する方法に関する。このために、本発明によると、以下の組成(重量%で表示)
C: 0.15 〜 0.19%
Mn: 0.80 〜 1.20%
P: ≦ 0.030%
S: ≦ 0.004%
Si: 0.60 〜 1.00%
Al: ≦ 0.05%
N: ≦ 0.0060%
Cr: 0.30 〜 0.60%
Nb: 0.040〜 0.070%
残余鉄及び不可避の不純物
を有し、そして、マルテンサイト組織を形成する鋼を、厚さ1〜4mmを有する鋳造ストリップへ鋳造して;
900〜1050℃の範囲にある最終熱間圧延温度、20%を超える変形度で、前記鋳造ストリップを連続圧延中にインラインで、0.5〜3.2mmの範囲にある厚さを有する熱間圧延ストリップへ熱間圧延して;
前記熱間圧延ストリップを、多くとも350℃の巻き取り温度で巻き取り;そして、
5%の最小破断伸びA80での、1400MPaの最小引張強さRmを有する熱間圧延ストリップを得る。
(もっと読む)
ケイ素合金化多相鋼からフラット鋼生成物を製造する方法
本発明は、高張力フラット鋼生成物を、少ない労力で、幾何学的寸法の広い範囲で、製造する方法に関する。このために、本発明によると、以下の組成(重量%で表示)
C: 0.10 〜 0.15 %
Mn: 0.80 〜 1.20 %
P: ≦ 0.030 %
S: ≦ 0.004 %
Si: 1.10 〜 1.30 %
Al: 0.0 〜 0.05 %
N: ≦ 0.0060 %
Cr: 0.30 〜 0.60 %
Ti: 0.080 〜 0.120 %
Nb: 0.040 〜 0.060 %
Mo: 0.150 〜 0.250 %
残余鉄及び不可避の不純物
を有し、そして、多相組織を形成する鋼を、厚さ1〜4mmを有する鋳造ストリップへ鋳造して;
850〜1000℃の範囲にある最終熱間圧延温度、20%を超える変形度で、前記鋳造ストリップを連続圧延中にインラインで、0.5〜3.2mmの範囲にある厚さを有する熱間圧延ストリップへ熱間圧延して;
前記熱間圧延ストリップを、450〜700℃の範囲にある巻き取り温度で巻き取り;そして、
5%の最小破断伸びA80での、880MPaの最小引張強さRmを有する熱間圧延ストリップを得る。
(もっと読む)
ボロンミクロ合金化多相鋼からフラット鋼生成物を製造する方法
本発明は、高張力フラット鋼生成物を、少ない労力で、幾何学的寸法の広い範囲で、製造する方法に関する。このために、本発明によると、以下の組成(重量%で表示)
C: 0.08 〜 0.12%
Mn: 1.70 〜 2.00%
P: ≦ 0.030%
S: ≦ 0.004%
Si: ≦ 0.20%
Al: 0.01 〜 0.06%
N: ≦ 0.0060%
Cr: 0.20 〜 0.50%
Ti: 0.010 〜 0.050%
B: 0.0010 〜 0.0045%
残余鉄及び不可避の不純物
を有し、そして、多相組織を形成する鋼を、厚さ1〜4mmを有する鋳造ストリップへ鋳造して;
800〜1100℃の範囲にある最終熱間圧延温度、20%を超える変形度で、前記鋳造ストリップを連続圧延中にインラインで、0.5〜3.2mmの範囲にある厚さを有する熱間圧延ストリップへ熱間圧延して;
前記熱間圧延ストリップを、250〜570℃の範囲にある巻き取り温度で巻き取り;そして、
5%の最小破断伸びA80での、800MPaの最小引張強さRmを有する熱間圧延ストリップを得る。
(もっと読む)
構造化された複合シート
本発明は、2つの強固に接合されたシートを含む複合シートと、前記複合シートの製造方法と、その有利な使用とに関する。一方で、曲げ応力に対する広範囲及び局所の高い抵抗性を有すると同時に、非常に良好な変形態様及び大規模な変形の場合(例えば、衝突における)の非常に高い最大限の負荷を有する、複合シートを提供する目的は、少なくとも部分的に構造化された表面(2,2’)と平滑面(5,8)とを含み、前記構造化された表面(2,2’)で少なくとも部分的に強固に結合している両方のシート(1,7)により達成される。 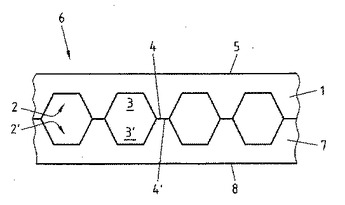 (もっと読む)
(もっと読む)
6−30重量%のMnを含有する熱間圧延鋼板または冷間圧延鋼板に金属保護層をめっきする方法

【課題】高マンガン含有量を有する鋼板を経済的に溶融めっきする方法を提供することにある。
【解決手段】6−30重量%のMnを含有する熱間圧延鋼板または冷間圧延鋼板に、金属保護層、特に亜鉛をベースとする保護層をめっきする方法であって、めっきすべき鋼板が、窒素、水および水素を含む焼きなまし雰囲気中で800−1100℃の温度で焼きなまされかつ次に溶融めっきされる方法。本発明の方法は、高マンガン含有量の鋼板を安価な方法で溶融めっきできる。これは、鋼板上に酸化物サブレーヤが実質的に存在しない金属保護層を形成すべく、焼きなまし雰囲気中の水素含有量%H2に対する水分含有量%H2Oの比%H2O/%H2をそれぞれの焼きなまし温度について、次の関係すなわち、%H2O/%H2≦8・10−15・TG3.529に従って調節することにより達成される。
(もっと読む)
1 - 10 / 45
[ Back to top ]