
タタ、スティール、アイモイデン、ベスローテン、フェンノートシャップにより出願された特許
1 - 10 / 16
高強度溶融亜鉛めっき鋼帯
本発明は、質量%で、次の元素:0.10〜0.18%のC、1.90〜2.50%のMn、0.30〜0.50%のSi、0.50〜0.70%のAl、0.10〜0.50%のCr、0.001〜0.10%のP、0.01〜0.05%のNb、最大0.004%のCa、最大0.05%のS、最大0.007%のNと、場合により次の元素のうち少なくとも1種:0.005〜0.50%のTi、0.005〜0.50%のV、0.005〜0.50%のMo、0.005〜0.50%のNi、0.005〜0.50%のCu、最大0.005%のB、残部であるFeおよび不可避不純物からなり、0.80%<Al+Si<1.05%およびMn+Cr>2.10%である、高強度溶融亜鉛めっき鋼帯に関する。この鋼材は高強度で改善された成形性を呈し、良い生産性および被覆性と一緒に良い溶接性および表面品質を有している。 (もっと読む)
方向性電磁鋼帯を製造する方法およびそれにより製造された方向性電磁鋼
本発明は、溶融ケイ素合金鋼材が50〜100mmの範囲で厚さを有するストランドで連続的に鋳造され、0.7〜4.0mmの範囲で厚さを有する最終熱間圧延鋼帯コイルを製造するために複数の一方向圧延スタンドで熱間圧延、次いで熱間圧延鋼帯の連続焼なまし、冷間圧延、一次再結晶と、場合により、脱炭および/または窒化を誘導するために冷間圧延鋼帯の連続焼なまし、焼なまし鋼帯の被覆、二次再結晶を誘導するために巻取り鋼帯の焼なまし、焼なまし鋼帯の連続熱平坦化焼なまし、および電気絶縁のために焼なまし鋼帯の被覆に付されることで提供される、方向性電磁鋼(GOES)帯を製造する方法と、それにより製造された製品に関する。 (もっと読む)
超低炭素鋼スラブ、ストリップ又はシートの製造方法
本発明は、超低炭素鋼ストリップ又はシートを製造する方法であって、‐取鍋処理を含んでなる製鋼工程で、重量で、・最大0.003%の炭素、・最大0.004%の窒素、・最大0.20%のリン、・最大0.020%の硫黄、・及び残部鉄及び不可避不純物を含んでなる真空脱ガスされた鋼溶融物を製造すること、‐その際、該溶融物の該取鍋処理の最後における該溶融物の狙いの酸素含有量は、該溶融物の実際の酸素含有量を測定した後、好適な形態にある適量のアルミニウムを該溶融物に添加して酸素を結合することにより得られ、その際、該取鍋処理の最後における該溶融物の狙いの酸素活性又は溶解酸素含有量は、最大80ppmである、‐こうして製造された該鋼を連続式鋳造法で鋳造し、スラブ又はストリップを形成することを含んでなり、‐該方法が、最大0.002%の酸可溶性アルミニウム及び最大0.004%のケイ素及び最大120ppmの総酸素含有量を含んでなる超低炭素鋼のスラブ、ストリップ又はシートを与える、方法に関する。 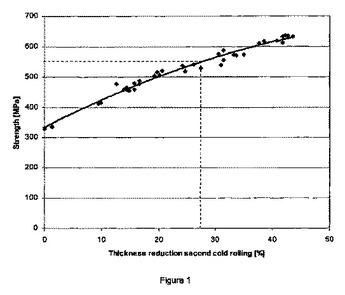 (もっと読む)
(もっと読む)
熱間成形技術を用いた被覆部品の製造方法
本発明は、熱間成形技術を用いた、機械的特性が極めて高い被覆部品の製造方法に関する。本発明による方法は、1−鋼帯を用意する工程と、2−鋼帯を亜鉛または亜鉛合金の層で被覆する工程と、3−被覆鋼を300℃〜該鋼のAc1温度の温度に加熱する工程と、4−被覆鋼を冷却する工程と、5−工程1、2、3または4の後に鋼帯からブランクを切り取る工程と、6−ブランクを鋼のAc1温度を超える温度に加熱する工程と、7−ブランクを部品に熱間成形する工程と、8−熱間成形した部品を硬化させる工程とを含む。本発明は工程4無しで行うこともできる。本発明は間接的な熱間成形方法においても使用可能である。本発明は、被覆鋼帯の製造方法、被覆鋼帯、ブランクまたは部品、ならびに熱間成形された部品にも関する。 (もっと読む)
鋳型中のスラグ及び溶融金属の表面をモニタリングする方法及び装置
本発明は、レーダ装置を使用して連続式鋳造装置の鋳型中にあるスラグ及び溶融金属の表面をモニタリングする方法に関する。本発明により、レーダ装置は、少なくとも20 GHzの帯域幅を有する電磁波のビームを放射する。本発明は、この方法を使用するための装置にも関する。 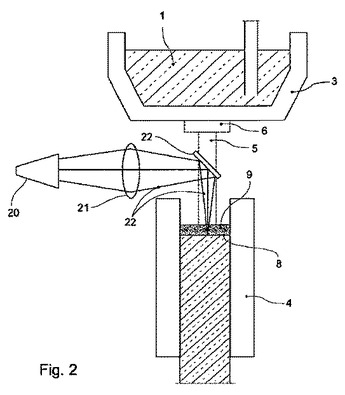 (もっと読む)
(もっと読む)
熱機械的成形に適したテーラードブランクを製造するための被覆鋼ストリップの製造方法、それにより製造されたストリップ、及びそのような被覆ストリップの使用
本発明は、熱機械的成形に適したテーラードブランクを製造するための被覆鋼ストリップの製造方法に関する。本発明により、本方法は、下記の工程:・熱間圧延された鋼ストリップを用意する工程、・ストリップを金属被覆で被覆する工程、・このストリップからテーラーロールドブランク(TRB)を切断できるように、複数の厚肉部及び複数の薄肉部を少なくとも有することでその長さ方向においてストリップの厚さが変化するようにストリップを冷間圧延する工程を含んでなる。本発明は、このようにして製造されたストリップ及びそのような鋼ストリップの使用にも関する。 (もっと読む)
AHSSまたはUHSSストリップ材料の溶融亜鉛めっき方法、及びそのような材料
本発明は、高級高強度または超強度鋼ストリップ材料、例えば二相鋼、変態誘起塑性鋼、変態誘起塑性補助二相鋼及び双晶誘起塑性鋼ストリップ材料、の溶融亜鉛めっき方法に関する。本発明により、ストリップ材料を酸洗した後、連続焼きなまし温度未満の温度に加熱してから、該ストリップ材料を溶融亜鉛めっきする。 (もっと読む)
長さ方向において厚さが変化する鋼ストリップを焼きなましする方法
本発明は、少なくとも厚肉部及び薄肉部を備えることで長さ方向において厚さが変化する鋼ストリップを焼きなましする方法であって、ストリップが冷間圧延されて厚肉部及び薄肉部を形成しており、一つの厚肉部及び一つの薄肉部が数メートル以下の長さを有する方法に関する。本発明によれば、焼きなましが連続焼きなましにより行われる。 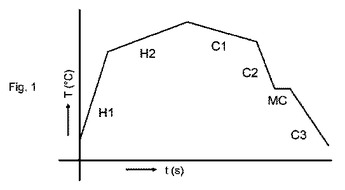 (もっと読む)
(もっと読む)
強度が非常に高い最終製品の熱機械的成形方法およびその方法により製造された製品
本発明は、非常に高い強度を有する最終製品を熱機械的成形する方法であって、(全て重量%で)0.04%<炭素<0.5%、0.5%<マンガン<3.5%、ケイ素<1.0%、0.01%<クロム<1%、チタン<0.2%、アルミニウム<2.0%、リン<0.1%、窒素<0.015%N、硫黄<0.05%、ホウ素<0.015%、不可避不純物、残部鉄を含んでなり、亜鉛合金被覆層で被覆されており、該亜鉛合金が、Mg0.3〜4.0%及びAl0.05〜6.0%、所望により一種以上の追加元素0.2%以下、不可避不純物、残部亜鉛からなる、被覆され、熱間圧延及び/または冷間圧延された鋼ストリップまたはシートを用意する工程、該鋼シートを切断し、鋼シートブランクを得る工程、該鋼シートブランクを、最終的な特性を有する最終的な製品に熱機械的成形する工程を含んでなる、方法に関する。 (もっと読む)
冷間圧延されかつ連続的に焼きなましされた高強度鋼ストリップ及び該鋼の製造方法
(他に指示が無い限り、全て重量%で)C0.04〜0.30%、Mn1.0〜3.5%、Si0〜1.0%、Al0〜2.0%、Cr0〜1.0%、P0〜0.02%、S0〜0.01%、V0〜0.25%、Nb0〜0.1%、Ti0〜0.20%、N0〜0.015%、B0〜0.010%、不可避不純物、残部鉄を含んでなり、溶融亜鉛めっきされたまたはガルバニーリングされた亜鉛合金被覆層を備え、該亜鉛合金が、Mg0.3〜4.0%及びAl0.05〜6.0%、所望により、一種以上の追加元素0.2%以下、不可避不純物、残部亜鉛からなる、冷間圧延されかつ連続的に焼きなましされた高強度鋼ストリップ、およびその製造方法。 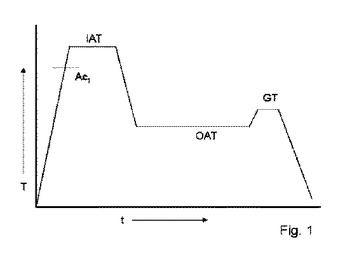 (もっと読む)
(もっと読む)
1 - 10 / 16
[ Back to top ]