
マイウッド・ツー株式会社により出願された特許
1 - 10 / 16
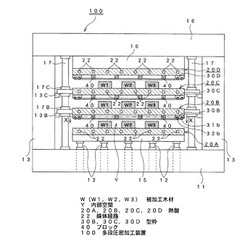
多段圧密加工装置
【課題】被加工木材を多段に積層し,それを一括してプレス圧縮する1工程の動作中に特定の段の被加工木材の加圧圧縮により,当該特定の段のみの被加工木材の加圧力を一定とし,他の段の被加工木材の加工温度と加圧力の1つ以上を異にする制御が自在なこと。
【解決手段】被加工木材Wを上下の面で挟み,被加工木材Wを加熱及び圧縮する複数対の熱盤20が被加工木材Wの加熱及び圧縮を開始し,対の熱盤20による圧縮で被加工木材Wの厚みが特定厚みに到達したとき,被加工木材Wの圧縮を停止し,被加工木材Wを上下の面で挟む熱盤20に被加工木材Wを圧縮する外力を与えるプレス機構10の押圧エネルギを特定厚みに到達していない木材の圧縮に使用すると共に,特定厚みに到達した被加工木材Wと特定厚みに到達していない被加工木材Wの温度制御を分離して行うものである。
(もっと読む)
積層材

【課題】機械的積層構造によって表層塑性加工材の意匠面のカップ量を小さくしたこと。
【解決手段】木材の厚みが加熱状態で圧縮され、圧密加工されて気乾比重を0.7以上とした表層塑性加工材SPWと、表層塑性加工材SPWの対向面の木目の長さ方向が互いに直交し、かつ、対向面の木目の長さ方向が互いに直交するように積層接着され、単板Wの厚みを2mm〜5mmの範囲内として表層塑性加工材SPWの片面に接合された内層合板IPWと、木材の厚みが加熱状態で圧縮され、圧密加工されて気乾比重を0.5以上とし、内層合板IPWがの表層塑性加工材SPW側の対向面の木目の長さ方向が互いに直交するように接合した1枚以上からなる塑性加工芯材NCWを具備するものである。
(もっと読む)
積層材
【課題】傷跡や凹みが付き難く、十分な強度や剛性を有し、製品化後に周囲環境条件の変化に対する寸法形状変化の防止、低コスト化及び製造の容易化、スギ材、ヒノキ材等の針葉樹の有効活用を図る。
【解決手段】木材の木目の長さ方向に対して垂直方向に加えた外力によって、木材の厚みが加熱圧縮され、圧密加工されて気乾比重を0.7以上とした表面塑性加工材SPWの片面側に、厚みを2mm〜4mmの範囲内とした針葉樹単板を圧密加工して気乾比重を0.6以上とした塑性加工板材1または2以上からなり厚みを1mm以上とした塑性加工単板PWと各単板Wの厚みを2mm〜4mmの範囲内とした複数の非圧縮の針葉樹単板Wが接合面において互いの木目の長さ方向が直交するように複数枚積層接着された内層合板IPW2を、表面塑性加工材SPWに接合される接合側単板の木目の長さ方向が表面塑性加工材SPWの木目の長さ方向と直交するようにして接合した。
(もっと読む)
積層材
【課題】環境条件が変化した場合の寸法変化を防止でき、低コスト化が可能であり、スギ材、ヒノキ材等の針葉樹の有効活用を図る。
【解決手段】木材の木目の長さ方向に対して垂直方向に加えた外力によって、木材の厚みが加熱圧縮され、圧密加工されて気乾比重を0.7以上とした表面塑性加工材SPWの片面側に、複数枚の非圧縮の針葉樹単板W(W1,W2,W3,W4,W5,W6)が互いの木目の長さ方向が直交するように6枚積層接着され、かつ、表面塑性加工材SPWに接合される接合側針葉樹単板W6以外の針葉樹単板W1,W2,W3,W4,W5の厚みを2mm〜4mmの範囲内にすると共に、接合側針葉樹単板W6は切削加工されてその厚みを針葉樹単板W1,W2,W3,W4,W5の厚みの1/4〜3/4の範囲内とした内層合板IPWを、その切削加工された面の木目の長さ方向が表面塑性加工材SPWの木目の長さ方向と直交するようにして接合した。
(もっと読む)
塑性加工木材の製造方法
【課題】物性的に安定していて製品間の品質にばらつきが少なく、また、製品化後の周囲環境条件の変化による歪みの発生がなく、更に、高い硬度を有し傷跡や窪みが付き難いこと。
【解決手段】木材NW1,NW2に対して加えた加熱圧縮力によって、木材NW1,NW2の厚みが加熱圧縮されて塑性加工され、前記加熱圧縮された後の前記塑性加工した前記木材の気乾比重を0.85以上とし、かつ、塑性加工木材PW1,PW2の木口面の全ての年輪線RLと、塑性加工木材PW1,PW2の裏側板目面B1または樹心側柾目面の面とがなす鋭角側の交差角度が45度以下の範囲内として製造したものである。
(もっと読む)
積層塑性加工木材
【課題】寸法形状安定性が向上し、また、積層された木材の表層部分において製品間の品質にばらつきが少なく、傷跡や凹みが付き難いこと。
【解決手段】木材の木目の長さ方向(A)に対して垂直方向に加えた外力によって、木材の厚みが圧縮され、圧密加工されて気乾比重を0.85以上とした表層材SWの片面側に、木材の木目の長さ方向(α)を表層材SWの木目の長さ方向(A)に対応させ、かつ、木材の年輪の半径方向(β)を表層材SWの加熱圧縮方向(B)に対する直角方向に対応させて非圧縮の内層材IWを接合した。
(もっと読む)
塑性加工木材
【課題】物性的に安定し、製品間の品質にばらつきが少なく、また、製品化後の周囲環境条件の変化による歪みの発生がなく、更に、高い硬度を有し傷跡や窪みが付き難いこと。
【解決手段】木材NW1,NW2に対して加えた加熱圧縮力によって、木材NW1,NW2の厚みが加熱圧縮されて塑性加工され、塑性加工木材PW1,PW2を大気中で乾燥して含水率15%の時の気乾比重を0.85以上とし、かつ、摩耗深さが0.12〔mm〕以下とし、塑性加工木材PW1,PW2の木口面の全ての年輪線RLと、塑性加工木材PW1,PW2の裏側板目面B1または樹心側柾目面の面とがなす鋭角側の交差角度が45度以下の範囲内として製造したものである。塑性加工木材PW1,PW2の気乾比重は0.85以上であり、塑性加工木材PW1,PW2の空隙率が低いことから、優れた硬度を確実に得ることができる。
(もっと読む)
塑性加工木材
【課題】物性的に安定していて製品間の品質にばらつきが少なく、また、製品化後の周囲環境条件の変化による歪みの発生がなく、更に、高い硬度を有し傷跡や窪みが付き難いこと。
【解決手段】本実施の形態の塑性加工木材PW1,PW2は、加工前木材NW1,NW2に対して加えた外力によって、加工前木材NW1,NW2の厚みが加熱圧縮されて塑性加工し、加熱圧縮した塑性加工木材PW1,PW2の気乾比重を加工前木材NW1,NW2の気乾比重の2倍以上とし、かつ、塑性加工木材PW1,PW2の木口面Aの全ての年輪線RLと木口面Aの樹心側の板目面B1または柾目面C1から2mm以下の範囲に樹心側の板目面B1または柾目面C1に沿って描いた仮想境界線とがなす鋭角側の交差角度δが45度以下の範囲内にあるものである。
(もっと読む)
圧密成形木板及びその製造方法並びに変形木板の整形方法
【課題】圧密成形木板及びその製造方法並びに変形木板の整形方法において、板材としての用途が豊富で商品価値の高い木板を得ることができ、乾燥時に反り等の変形を生じ易い木板を平坦にでき、圧縮した木板が水に濡れても戻りが生じないこと。
【解決手段】木材NWが切出し工程で所定板厚の木板に切り出され(S10)、この木板が乾燥工程で所定の含水率の範囲内に乾燥され(S11)、第1加熱工程で変形木板HWが第1の加熱温度に加熱され(S12)、加圧工程で所定の圧力で第1の所定時間だけ加圧されるとともに密閉状態となる(S13)。そして、第2加熱工程で第2の加熱温度に加熱され(S14)、水蒸気処理工程において、密閉状態に置かれた木板に第2の加熱温度の水蒸気が吹き込まれて第2の所定時間だけ保持され(S15)、冷却工程で120℃未満まで冷却された後に常圧に戻されて(S16)、圧密成形木板PWが得られた。
(もっと読む)
積層塑性加工木材
【課題】傷跡や凹みが極めて付き難く、長時間意匠面を良好に維持することができると共に、その用途を拡大でき、しかも、製品化後に周囲環境条件の変化を受けた場合における寸法形状安定性を損なうことがないこと。
【解決手段】積層塑性加工木材LPWは、木材NWの木目の長さ方向に対して垂直方向の加熱圧縮により、厚み全体が圧縮され、塑性加工されて気乾比重を1.05以上とした表層材SWの片面側に接着剤を介して内層材IWを接合したものである。
(もっと読む)
1 - 10 / 16
[ Back to top ]