
アレニア・アエルマッキ・ソシエタ・ペル・アチオニにより出願された特許
1 - 8 / 8
形状が整った縁部を有するフランジを備えた構造部材及びその製造方法
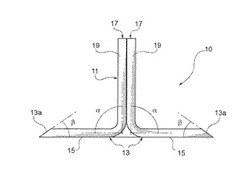
【課題】形状が整った縁部を有するフランジを備えた構造部材を提供する。
【解決手段】構造部材10は、樹脂基材の中に埋め込まれた繊維材料の集合された層で構成され、積層された位置関係で配置された複数の前記層によって形成された少なくとも1つの積層部材17を備えている。構造部材10の積層部材17は、該積層部材17の基部19に対して所定の内角αで曲がるフランジ13を形成する形態に折り曲げられている。フランジ13の縁部13aは、積層部材17の凹形状側に傾斜面を形成している。該傾斜面において、積層部材17の凹形状側に近接したフランジ13の層は、該層の端部が、積層部材17の凸形状側に配置されたフランジ13の面15と実質的に同一レベルとなる形態で積層部材17の凸形状側に配置されたフランジ13の層に向かって折り曲げられている。
(もっと読む)
航空機の翼及び尾部の前縁

【課題】鳥等の飛行物体の衝突に耐える翼前縁構造体を提供する。
【解決手段】航空機の翼及び尾部の前縁構造体10は、少なくとも部分的に重畳し、適度に湾曲して少なくとも部分的に一致した凹面を形成する2以上の多層パネル20を含む。各多層パネルは、少なくとも次の3層、(1)金属薄片から成る第1の層21、(2)第1の層21に固定されたガラス繊維の第2の中間層22、及び(3)第2の層22に固定された第3の金属蜂巣層23を含む。
(もっと読む)
プリプレグ材料屑の再利用方法
樹脂母材に埋め込まれた繊維部分から成る、細片形状の再利用可能なプリプレグ材料(DW)を製造する方法が記載されている。本方法によれば、平坦な屑(S)の投入物がプリプレグ出発材料から供給され、屑の全領域が記録される。そして、屑は所定の大きさの切断片(S2)となるように切断して細分化される。裏当て材料細片(SW)及び保護材料細片(PW)が供給される。その後、実質的に均一な層を切断片が形成するように、切断片が裏当て材料細片上にランダムに分布され、裏当て材料細片の送り速度は投入屑の記録された領域に応じて調節される。そして、保護材料細片が裏当て材料細片上に分布した切断片の上方に配置され、その後、再利用プリプレグ材料細片(DW)を形成するように全組立品が圧縮される。 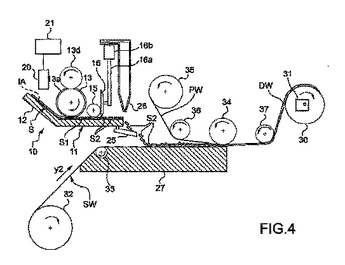 (もっと読む)
(もっと読む)
重合される複合材料から成る機体胴部の周囲に真空バッグを用いる方法
真空バッグは、縦軸(x)回りの回転体形状を有する心棒(10)外面に積層により形成され、重合される複合材料から成る機体胴部(11)の周囲に用いられる。機体胴部(11)の縦方向長さに対応する横幅を持つシート(30)形状のバッグ材料が、心棒に沿って供給される。シートの第1横方向端部(30a)が胴部(11)又は心棒(10)の外面に固着又は封着される。その後、心棒が軸(x)の回りに回転され、胴部(11)の回りにシート(30)を巻き付ける。心棒(10)が回転している間、シート(30)の対向する軸方向端部(30d)が心棒(10)に封着される。最後に、シートの第2横方向端部(30b)が胴部(11)又は心棒の外面に封着される。 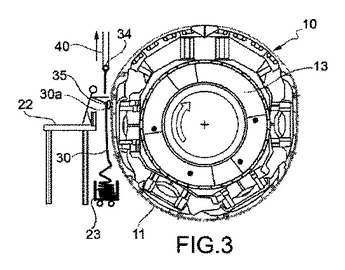 (もっと読む)
(もっと読む)
複合材料からなる湾曲部材の製造方法
複合材料からなる湾曲部材を製造する方法であって、a)湾曲した繊維を有する、少なくとも1つの乾燥した扁平な強化層(1)を用意するステップと、b)該乾燥した扁平な強化層(1)に樹脂フィルム(2)を結合し、前記強化層内への前記樹脂の注入を生じさせて少なくとも1つの前注入材料層を得られるように前記の結合された強化層と樹脂フィルムに熱と圧力とを制御しながら加えるステップと、c)前記前注入材料の前記樹脂に適合する樹脂に含浸された真っ直ぐな繊維を有する少なくとも1つのプリプレグ層(31,32)を用意するステップと、d)層構造体(1”)を得られるように前記少なくとも1つの前注入材料層と前記少なくとも1つのプリプレグ層とを所定の配置に従って相互に重ね合わせるステップと、e)前記湾曲部材を得られるように前記層構造体(1”)を成形支持ツール(30)上に配置して重合サイクルの支配下に置くステップと、を有する。 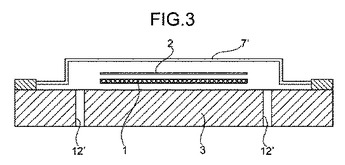 (もっと読む)
(もっと読む)
完全な外形を有する一体型翼構造体の製造方法
翼構造体(10)を製造する方法が記載されている。第1金型半体(51)上及び第2金型半体(52)上に複数の予備含浸材料層を配置し、翼構造体の第1の生の外板(22)及び第2の生の外板(21)を形成する。成形装置(80)上に連続して複数の予備含浸材料層を置き、翼構造体の生の前縁外板(23)を形成する。予備含浸材料の生の翼桁(30)が形成される。発泡プラスチック材料の楔状物体(40)を形成し、該物体は翼構造体の後縁における前記第1及び第2の外板間に置かれるよう設計されている。生の翼桁を第1の生の外板(21)上に協調して位置づけ、取り外し可能な支持部材(100)も翼桁に隣接して位置づけられる。第2の金型半体を反転して第1の金型半体上に置き、第2の生の外板を翼桁及び支持手段上に位置づけ、生の翼構造体を生産する。生の翼構造体は、真空バッグを用いて重合サイクルを受ける。 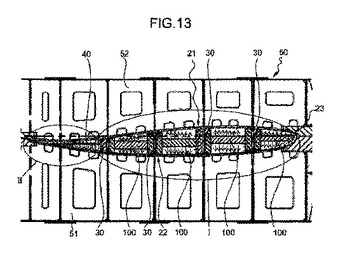 (もっと読む)
(もっと読む)
J形状断面を持つ複合材料の梁を製造するための硬化方法及び装置
J形状断面を持つ複合材料の梁を製造するために、2つの端部支持具(30)によりテーブル(50)に平行に支持される棒(20)を含む硬化装置を準備する。未硬化複合材料のJ形状梁(A)を準備して装置(10)に配置し、梁の底部フランジ(D)の位置を合わせ、これがテーブル(50)に面し、ウェブ(C)と上部フランジ(B)が棒(20)の2つの側部(22、21)のそれぞれに対して置かれるようにする。梁(A)を真空バッグ(V)で覆い、梁の樹脂を硬化するために加圧器中で圧力と熱を加える。 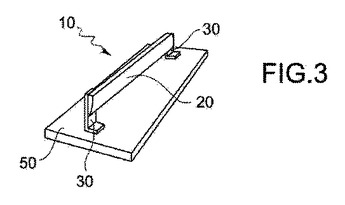 (もっと読む)
(もっと読む)
半結晶基材及びアモルファス表層を有する予備含浸物質
予備含浸物質(1)は、繊維材料で強化された樹脂基材を含む。基材は、ガラス転移温度Tgを有するアモルファス熱可塑性樹脂に基づいたアモルファス表層(22、23)の少なくとも一面に、融点Tfを有する半結晶の熱可塑性樹脂に基づいた半結晶層(10)を備え、アモルファス熱可塑性樹脂のガラス転移温度Tgは、半結晶の熱可塑性樹脂の融点Tfより低い。 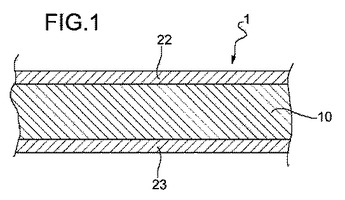 (もっと読む)
(もっと読む)
1 - 8 / 8
[ Back to top ]