
株式会社シーヴイテックにより出願された特許
1 - 10 / 11
エレメント打抜き装置及び方法
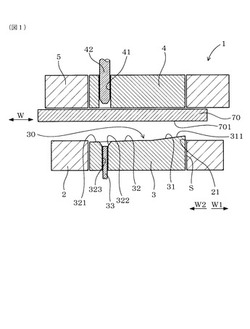
【課題】厚み縮小部の形成とエレメントの打抜きとを連続して行うことができ、平板状素材の生産にかかるコスト低減等の生産性を向上させることができるエレメント打抜き装置及び方法を提供すること。
【解決手段】エジェクタ3の上面30には、胴部側上面部31と頭部側上面部32とが形成してあり、胴部側上面部31には、横方向一方側W1に向かうに連れて高くなる高さ上昇面311が形成してある。エレメント打抜き装置1は、パンチ4及びプッシャー5を下降させ、プッシャー5によって平板状素材70をダイス2へ押さえ込むとともに、パンチ4とエジェクタ3とによって平板状素材70を加圧して、胴部側上面部31によって平板状素材70の下面701に横方向一方側W1に向かうに連れて厚みが小さくなる厚み縮小部を形成した後、パンチ4と打抜き刃21とによってエレメントを打ち抜くよう構成してある。
(もっと読む)
円環状測定物の軸方向形状測定用治具及び軸方向形状測定装置

【課題】円環状測定物の測定点における外周位置及び内周位置の各軸方向形状を正確に測定するための円環状測定物の軸方向形状測定用治具及び軸方向形状測定装置を提供すること。
【解決手段】円環状測定物8の軸方向形状測定用治具1は、円環状測定物8の測定点Pにおける外周位置及び内周位置の各軸方向形状をそれぞれ測定する際に用い、架台2、回動軸3、回動ベース4及び保持する複数の保持クランプ41を備えている。複数の保持クランプ41は、回動軸3の回動中心Aに円環状測定物8の測定点Pを合わせて円環状測定物8を保持する。回動ベース4は、回動軸3の回動中心Aを中心に回動することによって測定点Pを中心に回動して、測定点Pの外周位置を所定の測定方向に向けた第1回動位置401と、測定点Pの内周位置を所定の測定方向に向けた第2回動位置とに回動停止させる。
(もっと読む)
プラズマアーク溶接用トーチの清掃装置及び清掃方法
【課題】パイロットアークを発生させた状態においてノズルの先端部に堆積した堆積物Xを除去し回収することができ、プラズマアーク溶接を行う製品の生産性を向上させることができるプラズマアーク溶接用トーチの清掃装置を提供すること。
【解決手段】清掃装置1は、ノズル62の先端部621を嵌入してノズル62の先端部621を閉塞する嵌入口22と、吹付間隙21を介してノズル62の先端部621の全周へ外周側から不活性ガスG3を吹き付けるための不活性ガス流路2と、ノズル62の先端部621に設けた動作ガス噴出口622に対向する側から不活性ガスG3を吸引する吸引流路3とを備えている。清掃装置1は、パイロットアークPを発生させた状態において、吹付間隙21からノズル62の先端部621の全周へ外周側から吹き付けた不活性ガスG3を吸引流路3へ吸引することにより、ノズル62の先端部621に堆積した堆積物Tを除去する。
(もっと読む)
剪断加工装置及び剪断加工方法
【課題】簡単な機械的構成によって、一対の剪断端面の平行度に優れた鋼板材を繰り返し製造することができる剪断加工装置及び剪断加工方法を提供すること。
【解決手段】剪断加工装置1は、長尺状の帯状鋼板80を所定量送り出して剪断加工することにより、所定長さの鋼板材8を繰り返し製造する。剪断加工装置1は、下流側素材部分81に形成された複数の基準穴83A内にパイロットピン5を挿入配置し、下流側素材部分81を下流側パンチ21及び下流側ダイス22によって挟持すると共に、上流側隣接部分82を上流側パンチ31及び上流側ダイス32によって挟持した状態において、複数の打抜きパンチ4によって上流側隣接部分82に次の複数の基準穴を形成し、次の複数の基準穴を形成したときの状態を維持して、下流側パンチ21及び下流側ダイス22と上流側パンチ31及び上流側ダイス32とを相対移動させるよう構成してある。
(もっと読む)
シート曲がり判定装置およびこれを備える切断装置並びにシート曲がり判定方法
【課題】シート材の幅方向の曲がりを簡易な構成で精度よく判定する。
【解決手段】ロール状に巻かれてなる金属製のコイル材Cを送る際に、ガイドA,Dのガイド72,84とがコイル材Cの側面に二箇所で当接し、該二箇所を結ぶ基準ラインと略直交する方向に移動可能に配置されてコイル材Cの側面に当接すると共にコイル材Cの曲がりに追従するガイドローラ82bの位置をリニアエンコーダ88からのポジション信号Pにより検出し、ポジション信号Pとガイドローラ82bが基準ラインに位置するときの基準位置P0との差分(P−P0)をズレ量ΔPとして算出し、算出されたズレ量ΔPの絶対値に基づいてコイル材Cの幅方向の曲がりを判定する。この結果、コイル材Cの幅方向の曲がりを簡易な構成で精度よく判定することができる。
(もっと読む)
送り装置
【課題】シート材を送る際にシワ状の浮き上がりが発生するのを抑制する。
【解決手段】ロール状に巻かれてなる金属製のコイル材Cを送るロールフィーダ40が、コイル材Cを挟持するロール本体45,55の回転方向に対してはロール本体45,55と噛み合ってステッピングモータ59の回転駆動力をロール本体45,55に伝達すると共に軸方向に対してはロール本体45,55がスライドできるようボールスプライン嵌合されてなるフローティング機構46,56を備える。これにより、コイル材Cはガイドされるときにロール本体45,55と共に軸方向にスライドできるので、ガイドされる部分とロール本体45,55に挟持される部分との間の歪みを小さくすることができる。この結果、コイル材Cを送る際にシワ状の浮き上がりが発生するのを抑制することができる。
(もっと読む)
切断装置
【課題】シート材に幅方向の曲がりがあっても切断されたシート材が形状不良とならずに切断する。
【解決手段】図(a)に示すように、コイル材Cの幅方向の曲がりにより端面と側面とがなす角度A0の直角度が損なわれているが、コイル材Cの送り方向と直交する上流側ガイド70により側面をガイドしながら送り量L2をもって送って端部を切り捨てる捨て切りを行うので(図(b)参照)、捨て切り後の端面は下刃62bと平行となり側面との角度A1も直角度が損なわれたものとはならない。次に、送り方向と直交する下流側ガイド80により捨て切り時と略同じ側面をガイドしながらコイル材Cの端面が切断刃62に対してほとんどズレることなく所定長さの送り量をもって送って切断する。この結果、幅方向の曲がりがあっても切断されたシート材が形状不良とならずに切断することができる。
(もっと読む)
切断装置
【課題】幅広の円筒状のワークを所定幅のループ状に切断する際に面取り切断することで、バレル研磨の取り代を低減する。
【解決手段】ワークWに対して内周側から圧接する内刃としての回転刃52,54からなる回転刃ユニット50とワークWに対して外周側から圧接する外刃としての回転刃62,64からなる回転刃ユニット60とを用いて、内刃としての回転刃52と外刃としての回転刃62とを一対の回転刃セットとしてワークWを挟んで切り込みを入れると共に内刃としての回転刃54と外刃としての回転刃64とを一対の回転刃セットとしてワークWを同一円周上で逆側から挟んで切り込みを入れることによりワークWをループ状に切断する。これにより、ワークWの厚み方向の略中央で破断を生じさせることができるから、切断の際に面取り切断することができ、バレル研磨の取り代を低減することができる。
(もっと読む)
形状矯正装置および形状矯正方法
【課題】断面略楕円状に変形した金属製の環状部材の断面形状を真円に近づける処理を省力化する。
【解決手段】形状矯正装置10は、環状部材50の外周面と当接可能に配置される第1ローラ11と、第1ローラ11を所定方向に回転させる第1モータM1と、環状部材50の外周面と当接して当該環状部材50を第1ローラ11と共に挟持できるように配置される第2ローラ12と、第2ローラ12を第1ローラ11と同方向に回転させる第2モータM2と、第1ローラ11と第2ローラ12とを互いに接近離間させるための流体圧シリンダ20と、環状部材50が互いに同方向に回転する第1および第2ローラ11,12により挟持・圧縮されながら第1および第2ローラ11,12とは逆方向に少なくとも1回転するように第1および第2モータM1,M2と流体圧シリンダ20とを制御する制御装置30とを含む。
(もっと読む)
形状矯正装置および形状矯正方法
【課題】断面略楕円状に変形した金属製の環状部材の断面形状を真円に近づける処理を省力化すると共に、形状矯正処理に際して環状部材を損傷させてしまうのを抑制する。
【解決手段】形状矯正装置10は、環状部材50の外周面と当接可能に配置される第1ローラ11と、第1ローラ11を所定方向に回転させる第1モータM1と、環状部材50の外周面と当接して当該環状部材50を第1ローラ11と共に挟持できるように配置される第2ローラ12と、第2ローラ12を第1ローラ11と同方向に回転させる第2モータM2と、第1および第2ローラ11,12を互いに接近離間させるための流体圧シリンダ20とを含み、第1ローラ11の回転軸11aと第2ローラ12の回転軸12aとは、環状部材50が第1および第2ローラ11,12と逆方向に回転しながらコンベヤベルト101から上昇するように傾けられている。
(もっと読む)
1 - 10 / 11
[ Back to top ]