
ハマプロト株式会社により出願された特許
1 - 6 / 6
蓄電装置
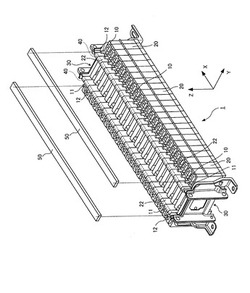
【課題】 エンドプレートの強度を向上させるとともに、連結部材およびエンドプレートを容易に連結させることができる蓄電装置を提供する。
【解決手段】 蓄電装置は、所定方向(X方向)に並んで配置された複数の蓄電素子(10)と、所定方向において、複数の蓄電素子を挟む一対のエンドプレート(30)と、所定方向に延びて一対のエンドプレートに連結され、複数の蓄電素子を挟む位置にそれぞれ配置された複数の連結部材(40)とを有する。エンドプレートは、所定方向と直交する面を含むプレート本体(31,324)と、プレート本体から所定方向に突出するリブ(321a,322a,323a)を有する。リブの突出面は、複数の連結部材と隣り合う位置で複数の連結部材と連結されている。
(もっと読む)
深絞り鉄角缶の多段プレス成型方法および深絞り鉄角缶

【課題】表面性状に優れた深絞り鉄缶の多段プレス成型方法および深絞り鉄缶を提供する。
【解決手段】第1絞り工程以降の全絞り工程において、少なくとも最終絞り工程以外の絞り工程を実質的にしごき加工を施さない多段成型方法とし、第2絞り工程に於ける絞り缶の長辺から短辺に至る各位置の絞り缶の高さ増加率の最大値ΔHmaxを40%以下、各位置のΔHの変動幅を20%以下となるようにし、第3絞り工程以降の全絞り工程において、ΔHmaxを25%以下、前記変動幅を15%以下となるように、ブランク10の形状、各絞り工程毎のポンチ輪郭2、ダイス輪郭1を設定することで、しごき加工を施さなくとも絞り成型を可能とする。
(もっと読む)
キャニング性に優れたプレス成形方法及びプレス成形金型
【課題】鉄角缶のキャニングを低減するプレス成形方法とプレス成形金型を提供する。
【解決手段】フランジのない鉄角缶状からなる成形品をプレス成形により製造する方法において、鋼板を所定の幅及び深さになるように一次プレス成形した後、楔型ポンチ3とその両側に配置される2分割されたポンチ4,4とを用いた二次プレス成形により、被成形品の幅を広げる。被成形品に幅方向Wの引張り張力を作用させることで、鉄角缶1のキャニングを低減させる。
(もっと読む)
冷却装置
【課題】冷却通路を流れる冷却風全体が発熱体との熱交換を行うことにより、この発熱体の冷却効率を向上させる。
【解決手段】発熱体(電池20)を定位置に支持するためのプレート部材10が複数個のリブ12を備え、これらの各リブは所定の間隔で、かつ、個々に連続して成形されており、各リブを発熱体に接合させることによって各リブの間に発熱体に接した状態の冷却通路14がそれぞれ構成され、これらの冷却通路に冷却風を流すことによって発熱体を冷却する形式の冷却装置であって、各冷却通路14の底面が、冷却風の流れる方向に沿って凹凸を繰り返す形状に構成されている。
(もっと読む)
二次電池電槽
【課題】 水蒸気バリア性、力学的強度に優れ、さらに熱溶着性および耐圧性にも優れた二次電池用の電槽材料を提供する。
【解決手段】 ゲルパーミエーションクロマトグラフ法によって求めたポリスチレン換算の重量平均分子量が650000〜1000000であるポリプロピレン系樹脂からなる電槽。 プロピレン−エチレンランダム共重合体を含むポリプロピレン系樹脂であって、概ポリプロピレン系樹脂に含有されるエチレンの含有量は0.1〜1重量%未満である樹脂からなり、ニッケル−金属水酸化物電極またはリチウム電極を有する二次電池用の電槽に好適である(ただし、ポリプロピレン系樹脂の全量を100重量%とする)。
(もっと読む)
樹脂ケースの製造方法及び射出成形装置
【課題】 本発明は、樹脂ケースの対向する側壁の各外面にフィルムを良好に一体形成することが可能な樹脂ケースの製造方法及びそれを実現する射出成形装置を提供することを目的とする。
【解決手段】 上記課題を解決するため、本発明の樹脂ケース1の製造方法(射出成形装置)は、
有底矩形筒形状で、少なくとも一対の対向する側壁21の各外面にフィルム3が一体形成された樹脂ケース1の製造方法(射出成形装置)であって、
射出成形用金型のキャビティ内に配されたフィルムを該キャビティの内壁に向けて吸引する吸引工程(吸引手段)と、
フィルムを吸引した状態でキャビティ内を加圧する加圧工程(加圧手段)と、
キャビティ内に溶融樹脂を注入する射出工程(射出手段)と、
をこの順に行うことを特徴とする。
(もっと読む)
1 - 6 / 6
[ Back to top ]