
金田工業株式会社により出願された特許
1 - 3 / 3
動力伝達装置
【課題】動力の伝達効率を向上させつつ変速タイムラグを小さくすることができ、且つ、供給ポートの開口の周囲を囲んで取り付けられるシール部材を入力軸の外周面に対して容易に組付け可能とすることで製造コストを低減させることができる動力伝達装置を提供する。
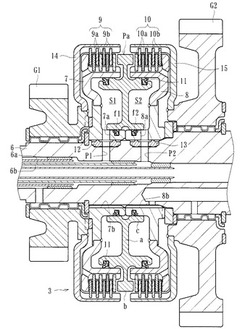
【解決手段】油圧室S1、S2に対して選択的に作動油を供給することにより任意のギア段クラッチ手段における駆動側クラッチ板及び被動側クラッチ板を圧接させて所定のギア比にて動力を伝達させ得るよう構成されるとともに、入力軸6の外周面における供給ポートP1、P2の開口の周囲を囲むべく環状に形成されたシール部材12、13が取り付けられ、且つ、当該入力軸6の外周面における供給ポートの開口を含んだ範囲に底面aが平面状とされた凹部6cが形成されるとともに、当該凹部6cに沿ってシール部材12、13が取り付け可能とされたものである。
(もっと読む)
歯車部材の製造方法

【課題】低コストでギアノイズの低減効果の高い歯車部材を製造できる方法を提供する。
【解決手段】傘歯車形成部36と軸部35を有する歯車部材30を冷間鍛造で製造するに際し、まず、ワーク1を据え込んで軸部15の一端に大径部16を形成し、次いで、大径部26に押出しによる中空部28を形成し、その後、大径部26の周壁26aを窄めて傘歯車形成部36を形成する。
(もっと読む)
中空軸の製造方法
【課題】ワークの中空部内面に肉ヒケ傷が生じることのない中空軸の製造方法を提供する。
【解決手段】まず、第一のダイス80に装填されたワーク1にパンチ61を圧入して、先端が鍔成形予定位置21aの付近まで達する中空部成形用の下穴11を形成する。次いで、鍔成形部72を有する第2のダイス70にワーク10を装填し、下穴11の周壁11cの内外径を一定に保持した状態で下穴11の周壁端面11aを押圧して鍔21を成形するする。最後に、鍔21の成形されたワーク20を第3のダイス80に装填し、下穴22にパンチ85を圧入して下穴22を軸芯に沿って延長させる。
(もっと読む)
1 - 3 / 3
[ Back to top ]