
株式会社プライムポリマーにより出願された特許
51 - 60 / 180
ポリプロピレン系押出発泡成形体およびその製造方法
【課題】従来の押出発泡装置を用いて製造でき、高発泡倍率かつ表面外観の良好なポリプロピレン系押出発泡成形体およびその製造方法を提供する。
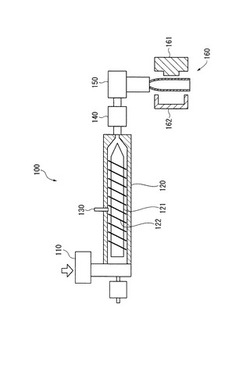
【解決手段】ポリプロピレン系樹脂と発泡材料とを含有する混合物を押出機内で溶融混練した後、ダイ150から押出発泡させた押出発泡体を、結晶化する前に金型成形して冷却固化し、所定の寸法のポリプロピレン系押出発泡成形体を得る。ポリプロピレン系樹脂は、以下のAおよびBを満たし、低圧領域に押出発泡した際、ダイ出口近傍でダイクリアランスが最小となる部位におけるダイ壁面の見かけの剪断速度が10s-1以上1000s-1以下であり、発泡倍率が3倍以上である。(A)測定温度210℃、剪断速度1216s-1の条件でのキャピラリーフローテストにおいて、バーグレー補正における圧力補正値が4MPa以上である。(B)メルトフローレート(MFR)が0.5g/10分以上である。
(もっと読む)
ポリプロピレン系押出発泡体およびその製造方法
【課題】従来の押出発泡装置を用いて製造でき、高発泡倍率かつ表面外観の良好なポリプロピレン系押出発泡体およびその製造方法を提供すること。
【解決手段】ポリプロピレン系樹脂と発泡材料とを含有する混合物が押出機内で溶融混練された後、ダイから低圧領域に押出発泡されて得られたポリプロピレン系押出発泡体であって、ポリプロピレン系樹脂は、以下のAおよびBを満たし、低圧領域に押出発泡される際、ダイ出口近傍でダイクリアランスが最小となる部位におけるダイ壁面の見かけの剪断速度が10s−1以上1000s−1以下であり、発泡倍率が3倍以上である。(A)測定温度210℃、剪断速度1216s−1の条件でのキャピラリーフローテストにおいて、バーグレー補正における圧力補正値が4MPa以上である。(B)メルトフローレート(MFR)が0.5g/10分以上である。
(もっと読む)
発泡成形体用プロピレン系樹脂組成物およびその発泡成形体
【課題】耐熱性、機械的強度、柔軟性、変形後の回復性のバランスに優れる発泡成形体を好適に製造することができる発泡成形体用プロピレン系樹脂組成物を提供すること。
【解決手段】プロピレン単独重合体およびプロピレン・α−オレフィン共重合体からなる群から選ばれる少なくとも1種を含むプロピレン系樹脂組成物であって、示差走査熱量計(DSC)により測定される融解ピーク温度(Tm)が140〜165℃の範囲にあり、かつ融解ピーク面積から得られる140℃以上の融解エネルギーが50mJ/mg未満であり、温度上昇溶離分別(TREF)によって得られる溶出曲線において、溶出温度80℃以上における溶出成分量が全溶出成分量の50重量%以下であることを特徴とする発泡成形体用プロピレン系樹脂組成物。
(もっと読む)
発泡成形体の製造方法
【課題】射出成形において成形体表面に発生する一次ウェルドのみならず二次ウェルドの発生を防止した発泡成形体を製造する方法を提供すること。
【解決手段】(A)発泡剤を含む熱可塑性樹脂を溶融して、該溶融樹脂の少なくとも2つの流動先端が会合する会合部を有する容積V0の金型キャビティ内に射出し、(B)射出完了後3秒以内に金型キャビティを構成する隔壁を1〜50mm/秒で移動を開始させて、以下に示す関係式(1)を満たすように金型キャビティ容積をV1に拡大した後、(C)該隔壁を0.1〜100mm/秒で移動させて、以下に示す関係式(2)を満たすように金型キャビティ容積をV2に縮小することを特徴とする発泡成形体の製造方法。V1=a×V・・・(1)[式(1)中、aは1.1〜2.5の範囲にある。]V2=b×V・・・(2)[式(2)中、bは0.91〜0.99の範囲にある。]
(もっと読む)
耐湿性軽量樹脂成形体の製造方法
【課題】水中または高湿環境下においても使用可能な高外観な耐湿性軽量成形体の製造方法を提供すること。
【解決手段】二段圧縮スクリュを有する射出成形機を用いて、熱可塑性樹脂100重量部と有機系発泡剤のみからなる化学発泡剤0.001〜0.5重量部とを含む熱可塑性樹脂組成物を溶融し、該溶融状態の熱可塑性樹脂組成物に物理発泡剤を射出成形機のシリンダ途中から供給し、射出発泡成形することを特徴とする耐湿性軽量樹脂成形体の製造方法。
(もっと読む)
エチレン系重合体、該エチレン系重合体を含む熱可塑性樹脂組成物およびこれらから得られる成形体
【課題】成形性及び機械的強度に優れたエチレン単独重合体または共重合体、該重合体を含む熱可塑性樹脂組成物並びにこれらから形成される成形体、フィルム、該フィルムを含むラミネートフィルムを提供。
【解決手段】エチレンと炭素数4〜10のα-オレフィンとの共重合体であり、要件(I)〜(VI)を満たす:(I)MFR:0.1〜100g/10分(II)密度875〜970kg/m3(III)溶融張力〔MT〕及びせん断粘度〔η*(P)、200℃、1.0rad/秒〕の比2.50×10-4〜9.00×10-4(IV)メチル分岐数とエチル分岐数との和1.8以下(V)ゼロせん断粘度〔η0(P)、200℃〕及び重量平均分子量(Mw)が0.01×10-13×Mw3.4≦ηo≦4.50×10-13×Mw3.4の関係(VI)分子量分布曲線における最大重量分率での分子量1.0×104.30〜1.0×104.50。
(もっと読む)
エチレン共重合体、該エチレン共重合体を含む熱可塑性樹脂組成物およびこれらから得られる成形体
【課題】成形性及び機械的強度に優れたエチレン共重合体、該共重合体を含む熱可塑性樹脂組成物並びにこれらからの成形体、フィルム、該フィルムを含むラミネートフィルムを提供すること。
【解決手段】エチレンと、炭素数4〜10のα-オレフィンとの共重合体で、要件I)〜VI)を満たす。I)MFR(190℃、2.16kg荷重)0.1〜100g/10分;II)密度875〜936kg/m3;III)溶融張力及びせん断粘度との比2.50×10-4〜9.00×10-4;IV)メチル分岐数とエチル分岐数との和1.8以下;V)ゼロせん断粘度〔η0(P)、200℃〕及びGPC-粘度検出器法により測定された重量平均分子量(Mw)が0.01×10-13×Mw3.4≦ηo≦4.50×10-13×Mw3.4の関係;VI)GPC測定にての分子量分布曲線における最大重量分率での分子量1.0×104.20〜1.0×104.50。
(もっと読む)
ポリプロピレン樹脂組成物
【解決手段】本発明の樹脂組成物は、特定量の(A)ポリプロピレン系重合体、(B)酸変性ポリプロピレン、(c−1)エチレン・α−オレフィン共重合ゴム、(c−2)芳香族含有ビニルモノマー・共役ジエンブロック共重合体の水素添加物、(D)無機充填剤および(E)導電性カーボンブラックと、必要に応じて(F)変性共重合体からなり、前記(B)が、酸基を含有するラジカル反応性モノマーと、酸基を含有しないラジカル反応性モノマーとによって変性された変性ポリプロピレンである。
【効果】本発明のポリプロピレン樹脂組成物は、機械的強度物性及び成形性に優れ、これから製造した成形品の表面は、良好な塗膜密着性を示す。組成物本発明のポリプロピレン樹脂組成物は、自動車部品、特に外装成形品の製造に好適である。
(もっと読む)
マット調延伸積層フィルム
【課題】成形時に目ヤニの発生を防止することができ、厚薄精度が良く、マット調のバラツキが少ないなど外観に優れる延伸積層フィルムを提供すること。
【解決手段】プロピレン系重合体(A)から形成される基層と、該基層の片面または両面に積層された、プロピレン・エチレンブロック共重合体(b−1)90〜60重量%とエチレン系重合体(b−2)10〜40重量%とを含む樹脂組成物(B)から形成される層とを有する延伸積層フィルムであって、該プロピレン・エチレンブロック共重合体(b−1)が、MFRが0.1〜20g/10分の範囲にあり、融点が145〜170℃の範囲にあり、下記(1)〜(3)を満たす室温n−デカンに不溶な部分(Dinsol)90〜7
0重量%と下記(4)〜(6)を満たす室温n−デカンに可溶な部分(Dsol)10〜3
0重量%とから構成されることを特徴とする延伸積層フィルム;(1)DinsolのMw/
Mnが1.0〜3.5、(2)Dinsol中のエチレンに由来する骨格の含有量が0.5モ
ル%未満、(3)Dinsol中のプロピレンの2,1−挿入結合量と1,3−挿入結合量と
の和が0.2モル%以下、(4)DsolのMw/Mnが1.0〜3.5、(5)Dsolの135℃デカリン中における極限粘度[η]が1.5〜4.0dl/g、(6)Dsol中の
エチレンに由来する骨格の含有量が15〜40モル%。
(もっと読む)
表面保護フィルム
【課題】透明性と耐ブロッキング性とのバランスに優れ、また耐衝撃強度にも優れる表面保護フィルムを提供すること。
【解決手段】基材層の片面に粘着層を設けてなる表面保護フィルムにおいて、前記基材層は、メルトフローレートが、1〜30g/10分の範囲にあり、融点が、145〜170℃の範囲にあり、ある特定の要件を満たす室温n−デカンに不溶な部分(Dinsol)90
〜60重量%とある特定の要件を満たす室温n−デカンに可溶な部分(Dsol)10〜4
0重量%とから構成されるプロピレン・エチレンブロック共重合体(A)からなることを特徴とする表面保護フィルム。
(もっと読む)
51 - 60 / 180
[ Back to top ]