
スネクマにより出願された特許
41 - 50 / 567
独立制御を備えた可変ピッチステータ翼の段を有するタービンエンジン
段ごとに制御される可変ピッチ翼を有するステータを含むタービンエンジン。クランクアーム(26)によって可変ピッチ翼に接続されたアクチュエータリング(18)は、概ねアクチュエータの形態の少なくとも1つの隣接する特定の駆動ユニット(32)に結合される。  (もっと読む)
(もっと読む)
航空機エンジンモジュールのハンドリング装置
このモジュールハンドリング装置(1)は、特に、台車(2)と、台車の上部の枢動部(5)と、モジュール支持ツール(12)と、枢動部(5)にツールを取り付けるための追加の取り付け手段(19)とを含み、モジュール(1)がクレート状態で組立工場に到着した時に見られる最初の垂直位置からエンジンの別のモジュールと組み合わせるのに適した水平位置になるように回転されることができる。  (もっと読む)
(もっと読む)
航空機の機械部品の疲労を測定するシステムおよび方法、ならびに航空機メンテナンス方法
機械的応力に曝される航空機の部品(7、8、P、P’、9a、6’)の疲労を測定するシステムは、部品(7、8、P、P’、9a、6’)に実装された複数の応力センサ(Ci)を含み、各センサは、所定の機械的応力閾値(S(Ci))を検出し、この閾値(S(Ci))の超過を表すデータ信号(Si)を配信するようになっている;システムは、これらのデータを記録する手段(11)を含み、センサ(Ci)は、システムによって記録されたデータに基づいて、機械的応力による部品(7、8、P、P’、9a、6’)の疲労の推定値を計算できるようにするために、異なる応力閾値(S(Ci))を検出するようになっている。こうして、部品のオーバーホールを最適化することが可能である。 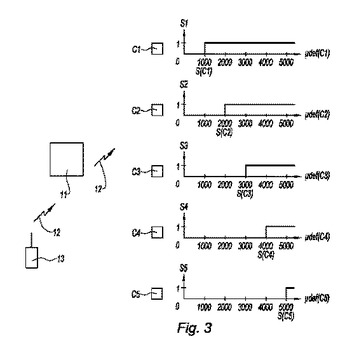 (もっと読む)
(もっと読む)
通気式スパークプラグを有する燃焼室
本発明は、壁と、壁に取り付けられたウェル(172)であり、燃焼室に達するスパークプラグ(13)のための窪みを形成するウェルと、ウェルの軸線に対して横方向に可動であるようにウェルに取り付けられるスパークプラグガイド(175)であり、スパークプラグを案内し支持するための円筒状の壁部分(178)を含むスパークプラグガイド(175)と、ウェル(172)の支承面(173)と摺動自在に係合するように取り付けられるシールリング(176)とを含む、ガスタービンエンジンの燃焼室に関する。本発明によれば、燃焼室は、スパークプラグガイド(175)には冷却室(174a)に冷却空気を供給するための開口(174c)を有する前記冷却室(174a)が設けられることを特徴とする。  (もっと読む)
(もっと読む)
航空機用エンジンのタービンシャフトと始動発電機のシャフトとの間の変速比を変更するための装置
本発明は、航空機用エンジンのタービンシャフトと始動発電機のシャフトとの間の変速比を変更するための装置であり、
始動発電機(20)のシャフト(22)によって担持される第1および第2の固定ギヤホイール(23、24)と、
タービンシャフトによって担持される第1および第2のアイドラーギヤホイール(13、14)であり、異なるギヤ比を規定するために第1および第2の固定ギヤホイールとそれぞれ噛み合うアイドラーギヤホイール(13、14)と、
アイドラーギヤホイールの間に配置され、タービンシャフトに機械的に結合される切換えスリーブ(50)であり、2つの結合位置の間で前記タービンシャフト上で並進移動可能である切換えスリーブ(50)と、
タービンシャフトと始動発電機シャフトとの間のトルクの和が符号を変化させる場合に、切換えスリーブを、その結合位置のいずれか一方から他方の結合位置へ自動的に並進移動させるための手段と
を備える装置を提供する。 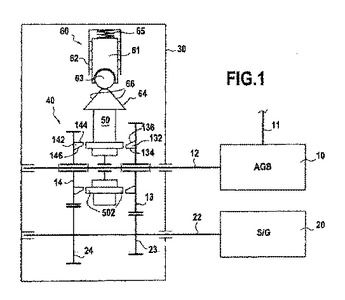 (もっと読む)
(もっと読む)
航空機ターボ機械用金属製環状接続構造体
本発明は、長手方向軸(4)から半径方向に開放している第一U字型(64)を形成する2つの一次分岐部および基部(62)、ならびに長手方向に開放している2つの一次分岐部のうちの1つを用いて第二U字型(68)を形成する2つの二次分岐部を含む任意の半断面を備える、航空機ターボ機械用の2つの部品の間の金属製環状接続構造体(50)に関する。本発明によれば、一次および二次分岐部ならびに第一U字型の基部(62)は、一体に形成されている。  (もっと読む)
(もっと読む)
少なくとも1つのエンジンローラベアリングの損傷を検出する方法
本発明は、エンジン構成部品の機械的振動の現振動信号(Vc)を、シャフト速度Nの変化の一連の測定期間Pにわたって獲得するステップと、期間P中に信号(Vc)を捕捉するステップと、信号を速度Nの変化に対して同期化させるステップと、速度Nに従って構成された周波数スペクトル線を得るために信号を周波数へと変換するステップと、エンジンの現振動シグナチャ(Sc)を得るためにスペクトル線の平均振幅を計算するステップと、シグナチャ(Sc)と正常基準振動シグナチャ(Ss)との偏差比(Δ)を計算するステップと、偏差比(Δ)を所定のデータベースの欠陥指標と比較するステップと、ローラベアリングの潜在的な損傷を判定するように、ローラエンジンベアリングの理論上の損傷を列挙するステップとを含む方法に関する。 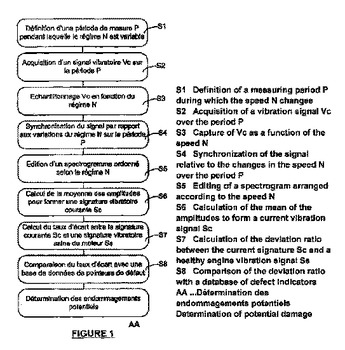 (もっと読む)
(もっと読む)
ブラシレス電気モータを用いて航空機タービンエンジンプロペラのブレードの迎え角を変更するシステム
本発明は、コイル(12)が設けられた固定子(10a)と、永久磁石(14)が設けられた回転子(10b)とを含む軸流ブラシレスエンジン(10)を含む、航空機タービンエンジンプロペラのブレードの迎え角を変更するシステムに関し、回転子は、これがプロペラのハブ(2)を用いて回転可能にしっかりと固定されるロック位置と、プロペラの回転軸に沿った、ハブに対するその回転が、機械的結合手段(18)によってブレードの迎え角の変更を生じる解除位置との間で、軸方向可動に実装されている。  (もっと読む)
(もっと読む)
スラグ層の下での再溶融後のマルテンサイト系ステンレス鋼の熱処理
本発明は、マルテンサイト系ステンレス鋼の製造方法であって、該鋼のインゴットのエレクトロスラグ再溶融の工程、次いで該インゴットを冷却する工程、次いで該インゴットをそのオーステナイト温度を上回って加熱することとこれに続く冷却工程からなる少なくとも1回のオーステナイト熱サイクルを含む方法に関する。該冷却工程の各々の間で:
該冷却工程の後にオーステナイト熱サイクルが続かない場合、該インゴットをフェライト・パーライト変態ノーズに含まれる保持温度で、該インゴットにおいてその保持温度で可能な限り完全にオーステナイトをフェライト・パーライト構造に変態するのに十分な期間よりも長い保持時間保持し、インゴットはインゴットの最冷点の温度がその保持温度に到達するとすぐに該保持温度で保持され;
冷却工程の後にオーステナイト熱サイクルが続く場合、その最低温度がマルテンサイト変態開始温度Msを下回る前に、該インゴットを該2つのオーステナイト熱サイクルの間の期間を通して加熱時のオーステナイト変態完了温度Ac3を上回る温度で保持し、または上述のフェライト・パーライト変態ノーズに含まれる保持温度で保持する。  (もっと読む)
(もっと読む)
スラグ層の下での再溶解後のマルテンサイト系ステンレス鋼の均質化
本発明は、マルテンサイト系ステンレス鋼を製造する方法に関し、該方法は、鋼のインゴットがスラグ層の下再溶解するステップと、続いてインゴットを冷却するステップとを含む。スラグ再溶解ステップから生じるインゴットの皮膜の温度が鋼のマルテンサイト形質転換温度Msを下回る前に、インゴットを炉内に配置して、次に鋼の冷却時のパーライト変換完了温度Ar1より高い初期温度T0にする。インゴットの最冷点の温度が均質化温度Tに達した後、インゴットが少なくとも保持時間tにわたって均質化処理を受け、前記保持時間tは少なくとも1時間に等しく、均質化温度Tはおよそ900℃から鋼の燃焼温度の範囲内である。 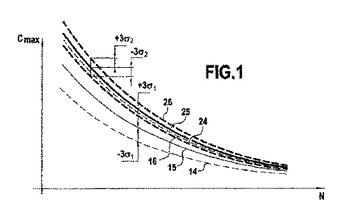 (もっと読む)
(もっと読む)
41 - 50 / 567
[ Back to top ]