
株式会社岐阜多田精機により出願された特許
1 - 5 / 5
樹脂成形用金型ユニット及び樹脂成形用金型の温度制御方法
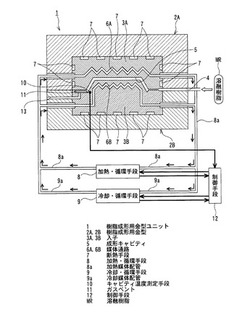
【課題】樹脂成形用金型ユニット及び樹脂成形用金型の温度制御方法において、成形キャビティ周辺のみの温度を制御することで、ウエルドラインや転写不良等の発生を確実に防止して精密な樹脂成形品が得られるとともに、イニシャルコストもランニングコストも低減できること。
【解決手段】樹脂成形用金型ユニット1の1対の樹脂成形用金型2A,2Bには断熱空間7によって断熱された1対の入子3A,3Bによって成形キャビティ5が形成され、加熱・循環手段8及び冷却・循環手段9から媒体通路6A,6Bに加熱された媒体または冷却された媒体が流され、入子3A,3Bのみの加熱・冷却が繰り返されて所謂ヒートサイクル成形が行われるため、ウエルドラインや転写不良等の成形欠陥が確実に防止されるとともに省エネルギ化が図られる。また、加熱・冷却の切り替えを、安価で応答速度の速い熱電対10からの信号を受けて制御手段12で行っている。
(もっと読む)
射出成形金型及び射出成形方法

【課題】射出成形金型及び射出成形方法において、切断部分のキャビティの一部を形成する部材と切断を行う部材とを別々の部材とすることによって、射出成形によって高い表面精度を有する略均一な厚さの樹脂成形品が得られるとともに、金型内での切断が容易で切断面がギザギザになったり糸を引いたりせず、かつ、耐久性に優れていること。
【解決手段】射出成形金型1においては、一度に2個の樹脂成形品が製造され、切断部分のキャビティの一部を形成するスライド部材14A,14B及び第2スライド部材17A,17Bと、切断を行う切断部材13A,13B及び第2切断部材16A,16Bとを別々の部材としたことによって、切断部材13A,13B及び第2切断部材16A,16Bの刃先を鋭利な形状とすることができ、樹脂材料がPE(ポリエチレン)のような軟らかいものである場合にも、糸を引いたりすることなく、平滑な切断面を得ることができる。
(もっと読む)
射出成形金型
【課題】射出成形金型において、低コストの簡単な構成で、成形キャビティ内の空気及び溶融樹脂から発生するガスのガス抜きを行って、高速成形を可能とし、ウエルドラインやショートショット等の成形不良を確実に防止すること。
【解決手段】射出成形金型1は一対の金型としての上型2,下型3からなり、上型2には上型形成部材4が固定され、下型3には下型形成部材5A,5Bが固定され、下型形成部材5A,5Bには、成形キャビティ1A,1Bの下面側の壁面に接して、ガスベント8A,8Bが設けられており、これらのガスベント8A,8Bは、排気孔9A,9Bを介して、下型3の外部に連通している。これらのガスベント8A,8Bによって、射出成形時に、成形キャビティ1A,1B内の空気及び溶融した樹脂材料から発生するガスが、確実にガス抜きされて、ショートショットやウエルドライン等の成形欠陥が発生する事態が確実に防止される。
(もっと読む)
射出成形装置及び射出成形方法及び射出成形金型装置
【課題】射出成形によって高い表面精度を有する略均一な厚さの樹脂成形品が得られると共に、樹脂成形品の仕上がり寸法精度を向上させること。
【解決手段】中央から略全周囲に広がるゲートキャビティに連続し、その周りに略均一な厚さの成形キャビティに対して、射出成形により中央に開口を備え、高い表面精度を有する平面的な樹脂成形品35が成形される。この射出成形後で金型が解放される前に、カム部材43を介して移動設定部材51が移動され移動部材65の拘束が解除されたのち、切断部材61が樹脂ランナー33側に移動され、樹脂成形品35から樹脂ランナー33が切断されるため、樹脂成形品35の仕上がり寸法精度が向上される。更に、切断部材61は切断位置に対応する鋭利な刃物形状でないため、変形や摩耗等の損傷が低減され、耐久性に優れる。
(もっと読む)
被加工物加工保持装置及び被加工物加工装置及びその加工方法
【課題】被加工物を一度、保持するだけで、隣接直交する面を一定の加工方向から加工可能に設定でき、加工精度を向上すること。
【解決手段】保持台150の保持面160と回転基台110の回転軸120に対する相対角度θ=sin-1(1/31/2 )度となるように傾ける。保持面160に保持された立方体形状の被加工物10は、回転基台110の回転軸120を120度回転毎に、第1の加工面11に続き、第2の加工面12、第3の加工面13の加工方向を一定の鉛直方向に設定することができる。これにより、立方体形状の被加工物10の隣接し直交する3加工面に対する加工精度を熟練度にかかわらず向上させることができると共に、この間に保持し直しにかかる時間が不要となることで作業効率を大きく向上させることができる。
(もっと読む)
1 - 5 / 5
[ Back to top ]