
フェストアルピネ シュタール ゲーエムベーハーにより出願された特許
1 - 10 / 11
取鍋からのスラグの除滓方法
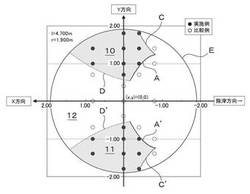
【課題】スラグを短時間で除滓することができるようにする。
【解決手段】取鍋内のスラグを機械的に除滓するに際して、取鍋に設置するスラグ除滓用バブリング孔に関し、第1領域10内にスラグ除滓用バブリング孔を1つ以上設置すると共に、第2領域11内に、スラグ除滓用バブリング孔を1つ以上設置し、さらに、取鍋の縦横比を1.5以下としてき、スラグ3を機械的に除滓するときには、スラグ除滓用バブリング孔から吹き込むガス流量の合計を適正化すると共に、ガス流量比も適正化し、第1領域10及び第2領域11以外の第3領域12におけるガス流量の合計を第1領域10及び第2領域11の合計の1/4以下にする。
(もっと読む)
電解加工シートを熱処理することによってガルバニール処理シートを製造する方法
本発明は、陰極耐腐食コーティングを備える帯鋼を製造する方法に関し、帯鋼が熱間圧延され、その後、冷間圧延される方法において、帯鋼が電解亜鉛めっきされ、その後、帯鋼が、ベル型アニール炉中において、250℃〜350℃の温度で4〜48時間熱処理され、その結果、亜鉛/鉄層が形成される。 (もっと読む)
耐水素脆化特性に優れた高強度鋼板

【課題】耐水素脆化特性に優れた引張強度が1180MPa以上の高強度鋼板を提供する。他の目的は、上記高強度鋼板を製造できる方法を提供する。
【解決手段】引張強度が1180MPa以上の鋼板において、金属組織全体に対して、ベイナイト、ベイニティックフェライト、および焼戻しマルテンサイト:合計で85面積%以上、残留オーステナイト:1面積%以上、フレッシュマルテンサイト:5面積%以下(0面積%を含む)を満足するように調整する。
(もっと読む)
改善された電磁鋼帯を製造するための方法
本発明は、電磁鋼帯とくに電気機械器具製造業向けの薄肉電磁鋼帯として使用するための酸化鉄被膜層形成された鋼帯を製造するための方法であって、薄肉の鋼帯は連続工程において閉鎖された処理空間に供給され、その際、前記電磁鋼帯は450℃〜550℃の温度にて前記処理空間に進入させられ、同所にて、圧縮空気と、総炉内空間雰囲気で測定して、0.05%〜0.2%の酸素濃度とに曝露され、その際、水の露点は−10℃以下に調整されて、炉内空間雰囲気が還元性を有するように構成した方法ならびに薄肉電磁鋼帯とその使用に関する。  (もっと読む)
(もっと読む)
スチールのコーティングされ硬化されたコンポーネントを製造する方法と、この方法のためのコーティングされ硬化されたスチール・ストリップ
本発明は、硬化性スチールからなる硬化コンポーネントの製造方法に関し、スチールストリップは、炉中で温度上昇に晒され、それによって表面酸化物層が形成される酸化処理を受け、その後、金属又は金属合金を使用したコーティングを受ける。ストリップは加熱され少なくとも部分的にオーステナイト化されて少なくとも部分的に硬化したコンポーネントが作り出され、その後、冷却されそれによって硬化される。本発明は、更に、前記方法によって製造されるスチール・ストリップにも関する。 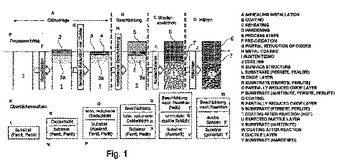 (もっと読む)
(もっと読む)
陰極被膜のための仮保護膜の生成および除去方法
本発明は、特に、塗料付着性に優れた表面を有する硬化鋼材を製造する際の、陰極被膜のための仮保護膜を生成および除去するための方法であって、硬化性合金鋼からなる鋼板が予備酸化処理を施され、前記予備酸化処理の際に厚さ100nm〜1,000nmのFeO膜が形成され、続いて、溶融めっき処理が実施されて、厚さ5〜20μm、好ましくは7〜14μmの亜鉛膜がそれぞれの面に被着され、前記溶融めっき処理において前記溶融めっき処理の間に前記バリア膜のアルミニウム含有量が0.15g/m2〜0.8g/m2、好ましくは0.2g/m2〜0.5g/m2となるように亜鉛浴中のアルミニウム含有量が、調整され、前記鋼板ないし前記鋼板から製造された鋼板部材は、続いて、オーステナイト化温度以上の温度に加熱処理され、続いて、限界硬化速度を超える速度にて冷却されることで硬化が行われ、さらに、前記溶融めっき処理のための亜鉛浴中に0.10重量%〜15重量%の量の酸素親和性元素が含まれており、前記酸素親和性元素は前記オーステナイト化中に、前記陰極保護膜の表面に前記酸素親和性元素の酸化物からなる薄い被膜を形成し、この酸化物被膜は、硬化処理後に、ドライアイス粒子を前記鋼板部材に噴射することによって除去されるように構成した方法に関する。  (もっと読む)
(もっと読む)
金属用防食構造及び防食構造用顔料
本発明は、少なくとも金属上に被着される被覆又は1種の被膜からなる金属用防食構造であって、被覆又は被膜は有機マトリックスを含み、有機マトリックスはさらに防食顔料を含み、防食顔料は前記有機マトリックス中に微細に分散して存在し、かつ、防食顔料は少なくとも2種の金属の合金及び場合によっては避けられない不純物からなる前記防食構造に関する。  (もっと読む)
(もっと読む)
被覆鋼帯のフレキシブルロール圧延のための方法
本発明は、板金部材を製造するための方法であって、熱延又は冷延鋼帯が溶融浸漬めっき又は電解めっきされ、めっきされた熱延又は冷延鋼帯はフレキシブルロール圧延処理され、フレキシブルロール圧延処理中、異なるロール圧力によって、鋼帯が肉厚の異なる板金となるようにフレキシブルロール圧延され、めっき時に、前記フレキシブルロール圧延後の板金肉厚に対応して、また、前記フレキシブルロール圧延時のロール圧力に対応して、異なる厚さのめっき層が形成され、その際、ロール圧力に応じ、ロール圧力の高まりが予測されると、めっき層厚さを厚く形成する処理、又は前記めっき層に対して、前フレキシブルロール圧延の前又は後に所望の放射率又は熱吸収率を付与するための機械的又は化学的表面処理、あるいはその両方の処理が施される。 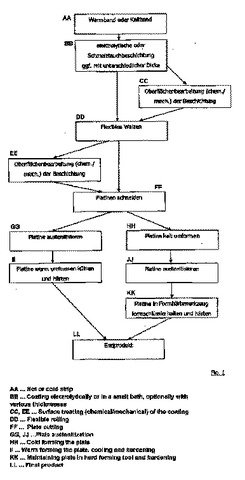 (もっと読む)
(もっと読む)
特性改善された防食層
本発明は、亜鉛イオンおよびクロムイオンの共同電解析出によって鋼材上に被着された亜鉛・クロム被膜と、前記被膜上に被着された実質的に合成樹脂からなる有機薄膜被膜とを有する鋼材腐食を防止するための防食層、ならびに亜鉛・クロム防食被膜のラッカ密着性の改善方法に関する。 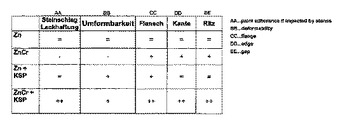 (もっと読む)
(もっと読む)
薄鋼板製造方法
【課題】薄鋼板からの焼入れ構造部材の製造方法を提供する。
【解決手段】薄鋼板からの焼入れ構造部材の製造方法を、a)陰極防食が付与された薄鋼板から成る成形部材を成形し、b)必要な場合、成形部材の成形前、成形中、あるいは成形後に必要とされる孔パターンの打抜きあるいは作製を実施し、c)次いで成形部材の少なくとも一部を大気中の酸素を取り入れながら鋼材のオーステナイト化を可能とする温度まで加熱し、及びd)成形部材を成形焼入れ型中へ移して成形焼入れ型内部で成形焼入れを実施し、その成形焼入れ中に成形部材を成形焼入れ型中において凝固させ及び加圧することによって成形部材を冷却及び焼入れする各工程から構成する。
(もっと読む)
1 - 10 / 11
[ Back to top ]