
スイコー株式会社により出願された特許
1 - 5 / 5
多層回転成形品の配管用継手及びその製造方法並びに配管用継手と多層回転成形品の溶着方法
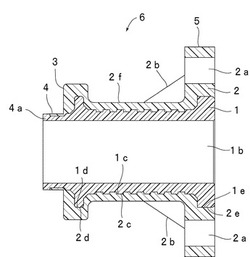
【課題】接着性良く取り付けることができ、かつ多層回転成形品が有する多層による特性を損なうことなく、取り付けることができる多層回転成形品の配管用継手及びその製造方法及びその溶着方法を得る。
【解決手段】多層回転成形品が、内側の第1の樹脂層と、外側の第2の樹脂層と、第1の樹脂層と第2の樹脂層との間の混合樹脂層とを備え、配管用継手6が、第1の樹脂層と同系統の樹脂から成形された筒状の内側樹脂層1と、第2の樹脂層と同系統の樹脂から成形され、内側樹脂層を覆う外側樹脂層2とを備え、多層回転成形品の孔部周辺の第2の樹脂層と溶着させるフランジ部3が外側樹脂層2に形成されており、多層回転成形品の孔部に嵌められる筒状部4が、内側樹脂層1と外側樹脂層2とから形成されており、孔部の第1の樹脂層と接する筒状部4の部分4aが、内側樹脂層1のみから形成されている。
(もっと読む)
ポリカーボネート樹脂の回転成形方法及び回転成形品

【課題】成形物表面の平滑性に優れ、成形物内に発生する気泡が少ない成形物を成形することができる回転成形方法を得る。
【解決手段】ポリカーボネート樹脂を回転成形する方法であって、粘度平均分子量が20000〜30000の範囲内である芳香族ポリカーボネート樹脂100質量部に対して、融点300℃以上400℃以下の紫外線吸収剤を0.05〜5.0質量部含むポリカーボネート樹脂組成物を上記ポリカーボネート樹脂として用い、ポリカーボネート樹脂組成物を金型内に投入した後、金型を加熱し、金型内面温度の温度上昇率及び金型内部空気温度の温度上昇率がそれぞれ1℃/分以下になった時点を温度上昇飽和時点とし、温度上昇飽和時点に到達してから少なくとも300秒加熱を維持することを特徴としている。
(もっと読む)
溶着部材の溶着方法及び溶着部材
【課題】高い接着強度で溶着部材を成形体に溶着することができる方法を提供する。
【解決手段】溶着面3がポリプロピレン系樹脂及びポリエチレン系樹脂のうちの一方の樹脂である第1の樹脂から形成されている成形体1に、少なくとも溶着面14がポリプロピレン系樹脂及びポリエチレン系樹脂のうちの他方の樹脂である第2の樹脂から形成されている溶着部材10を溶着によって取り付ける溶着部材の溶着方法であって、第1の樹脂と同系統である樹脂からなる第1の接着樹脂層21を成形体1側に配置し、第2の樹脂と同系統である樹脂からなる第2の接着樹脂層22を溶着部材10側に配置し、成形体1の溶着面3と溶着部材10の溶着面14とを溶着させる方法であり、第1の接着樹脂層21及び第2の接着樹脂層22樹脂のうちの一方の樹脂が無水マレイン酸変性された樹脂であり、他方の樹脂がエポキシ基を有する樹脂であることを特徴としている。
(もっと読む)
回転成形法による多層成形品
【課題】ポリエチレン系樹脂層とポリプロピレン系樹脂層とを積層させた回転成形法による多層成形品であって、層間の接着強度に優れた回転成形法による多層成形品及びその製造方法を得る。
【解決手段】ポリエチレン系樹脂から形成されたポリエチレン系樹脂層と、ポリプロピレン系樹脂から形成されたポリプロピレン系樹脂層と、ポリエチレン系樹脂層とポリプロピレン系樹脂層の間にこれらの層と接して配置され、ポリエチレン系樹脂と、該ポリエチレン系樹脂より融点が高いポリプロピレン系樹脂の混合物から形成された混合樹脂層とを備えることを特徴としている。
(もっと読む)
回転成形法による中空成形体の製造方法
【課題】耐薬品性等に優れ、かつ漏れ等が生じにくい緻密性の高い仕切板が設けられた中空成形体を回転成形法で製造する。
【解決手段】内部空間A1,A2,A3を仕切る仕切板3,4が設けられた中空成形体1を回転成形法により製造する方法であって、少なくとも表面全体に樹脂層3b,4bが設けられた仕切部材3,4を金型内に設置してその位置を固定した後、該金型を加熱して金型内に投入した粉末状の熱可塑性樹脂を加熱溶融させるとともに金型を回転させて、金型の内壁面に溶融した樹脂を付着させ、中空成形体の壁部2を形成するとともに、仕切部材表面の樹脂層と溶融した樹脂とを一体化させ、仕切部材からなる仕切板3,4と中空成形体の壁部2とを一体的に形成して内部に仕切板3,4が設けられた中空成形体1を成形することを特徴としている。
(もっと読む)
1 - 5 / 5
[ Back to top ]