
アルセロールミタル・フランスにより出願された特許
1 - 10 / 43
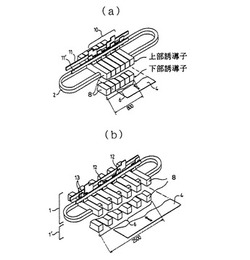
可変幅の磁気回路を有する横方向磁束誘導加熱装置
【課題】ストリップの幅方向の温度均一性の改良を可能とする。
【解決手段】横方向の磁束誘導によってメタルストリップ4を加熱するように、ストリップの大きな面の内の少なくとも1つの面に対向して配置された少なくとも1つの電気コイル2を有し、各コイルは少なくとも1つの磁気回路6と結合し、各回路はストリップの移動方向と平行に配置された複数の相互に独立した磁気棒8に分割されてなる、特定方向に移動するメタルストリップ4の電磁誘導加熱装置において、前記磁気回路6は、前記複数の互いに独立した磁気棒8で構成され、前記磁束の分布を前記ストリップ固有の寸法に連続的に適合させる様な方法で、前記磁気棒を互いに離したり近づけたりして動かすことにより、加熱されるストリップ4の幅に適合されるメタルストリップの電磁誘導加熱装置。
(もっと読む)
非常に高い強度と伸び特性および優れた均質性を有するオーステナイト系鉄/カーボン/マンガン鋼シートの製造方法

【課題】オーステナイト系鉄/カーボン/マンガン鋼から作られ、少なくとも1200MPaの強度を有し、積P(抵抗(MPa)×破断時伸び(%))が65000MPa%を超える熱圧延または冷間圧延鋼板およびその製造方法を提供する。
【解決手段】含有率を重量で表して、0.85%≦C≦1.05%、16%≦Mn≦19%、Si≦2%、Al≦0.050%、S≦0.030%、P≦0.050%、N≦0.1%と、任意選択的に、Cr≦1%、Mo≦0.40%、Ni≦1%、Cu≦5%、Ti≦0.50%、Nb≦0.50%、V≦0.50%から選択された1種以上の元素とを含み、組成物の残りは鉄および製錬から由来する不可避的な不純物を含む。鋼の再結晶化表面フラクションは100%であり上記鋼の析出した炭化物の表面フラクションは0%であり、平均結晶粒サイズは10ミクロンまたはそれ未満である。
(もっと読む)
強度を高められ、靱性に優れ、低温での成形に適した、鉄・炭素・マンガンのオーステナイト鋼板の製造方法並びにそのようにして製造された鋼板
【課題】強度が900MPaを越え、積(強度(MPa)×破断伸び(%))が45000を越える熱間圧延鋼板の製造方法を提供する。
【解決手段】重量%で0.5%≦C≦0.7%、17%≦Mn≦24%、Si≦3%、Al≦0.050%、S≦0.030%、P≦0.080%、N≦0.1%が含まれ、そして任意の選択として、Cr≦1%、Mo≦0.40%、Ni≦1%、Ti≦0.50%、Nb≦0.50%、V≦0.50%、Cu≦5%、Cu≦5%といった元素のうちの一つまたは複数を含ませ、残りは鉄と不可避的不純物とからなる鉄・炭素・マンガンのオーステナイト鋼を特定の条件で熱間圧延、冷却、巻き取る。特に、圧延完了後急速冷却開始までの時間を規定する。得られた熱間圧延鋼板の再結晶化された割合は75%を越えており、その鋼鉄の析出炭化物の表面積の割合は1.5%未満であり、その鋼鉄の粒の平均サイズは18ミクロン未満である。
(もっと読む)
鉄−炭素−マンガン合金からなるストリップ
【課題】従来の方法よりも迅速にかつ低廉に製造する方法によって得られる高マンガン鋼からなるストリップを提供する。
【解決手段】鉄-炭素-マンガン合金からなる厚さ1.5〜10mmの薄いストリップが鋳造機械において溶融金属から直接鋳造され、溶融金属の組成は、重量%で、C0.001〜1.6%;Mn6〜30%;Ni≦10%;(Mn+Ni)16〜30%;Si≦2.5%;Al≦6%;Cr≦10%;(P+Sn+Sb+As)≦0.2%;(S+Se+Te)≦0.5%;(V+Ti+Nb+B+Ta+Zr+希土類)≦3%;(Mo+W)≦0.5%;N≦0.3%;Cu≦5%;および鉄と製錬から生じる不純物からなる残部;であり、ストリップは一つまたは二つ以上の工程において10〜90%の加工度で冷間圧延され、そしてストリップは再結晶化焼きなましを受ける。
(もっと読む)
TRIP鋼からなる薄いストリップ
【課題】冷間圧延又は焼鈍工程を含まない短い製造ラインで製造される高品質のTRIP鋼ストリップを提供する。
【解決手段】溶融鋼から直接鋳造されるTRIP鋼からなる薄いストリップであって、前記鋼が、重量%で、C:0.05〜0.25%、(Mn+Cu+Ni):0.5〜3%、(Si+Al):0.1〜4%、(P+Sn+As+Sb):0.3%以下、(Ti+Nb+V+Zr+希土類):0.3%未満、Cr:1%未満、Mo:1%未満、V:1%未満、残部は鉄及び製造上の不純物からなる組成を有し、また前記鋼はベイナイト相と5%より多い残留オーステナイトを含む微細組織を有している。
(もっと読む)
加熱硬化可能な鋼板の製造方法、並びにその製造方法により獲得される鋼板および部品
【課題】加熱によって硬化可能な鋼板の製造方法を提供する。
【解決手段】鋼板組成が、重量%で、0.03≦C≦0.06、0.50≦Mn≦1.10、0.08≦Si≦0.20、0.015≦Al≦0.070、N≦0.007、Ni≦0.040、Cu≦0.040、P≦0.035、S≦0.015、Mo≦0.010、Ti≦0.005、0.64≦B/N≦1.60、であり
残部鉄および不純物から成り、この鋼のスラブの鋳造、ついで鋼板を獲得するためのスラブの熱間圧延が行われ、圧延の終わりの温度は、Ar3点のものを超えるものであり、温度が500と700℃の間に含まれる前記鋼板の巻き取り、ついで50から80%の減少率を伴う前記鋼板の冷間圧延、15分未満の長さの連続する焼きなまし熱処理、ついで1.2と2.5%の間に含まれる減少率を伴って実現される冷間加工を含み、硬化可能な鋼板と部品が獲得される。
(もっと読む)
有機物質でコーティングされた材料の表面をプラズマクリーニングするための方法、およびこの方法を実行するための装置
【課題】本発明は、有機物質でコーティングされた材料4の表面をクリーニングするための方法に関する。
【解決手段】本発明の方法は、内部の圧力が10mbarから1barであり、且つ容量で少なくとも90%の酸素を含むガス流が供給される処理チャンバ2内に、材料4を導入する工程と、材料の表面と誘電体で覆われた電極(5a、5b、5c、5d、5e、5f、5g)との間で放電を引き起こすことによりプラズマを形成し、生成されたフリーラジカルO・の作用により有機物質を分解する工程とを含むことを特徴とする。本発明はさらに、前記方法を行なうために使われる装置1に関する。
(もっと読む)
有機物質でコーティングされた材料の表面をクリーニングする方法、およびこの方法を実行するための発生器および装置
【課題】本発明は、有機物質でコーティングされた材料2の表面を連続的にクリーニングするための方法を提供する。
【解決手段】本発明の方法は、酸素を含むガス流が供給される処理領域へ材料2を導入する工程と、材料2を接地する工程と、材料2の表面と誘電体で覆われた少なくとも1つの電極3との間に電界を課すことによりプラズマを生成する工程とを備える。電界は、パルス状を成すとともに、材料2に対して正および負の一連の電圧パルスを含む。さらに、正パルスの最大電圧U+が、アーク開始電圧Uaよりも大きく、負パルスの最大電圧U−の絶対値が、アーク開始電圧Uaよりも小さい。本発明はまた、上記の方法を行なうために使用する発生器と装置に関する。
(もっと読む)
走行ストリップにガスを吹き付ける方法および装置
本発明は、ガスまたは水−ガス混合物を吹き付けることによって走行ストリップ(4)の温度に影響を及ぼす方法に関し、前記方法は、ストリップの表面に向かって延在し、ストリップの各表面上の前記ガスまたは水−ガス混合物のジェットの衝突(24、34)が2次元ネットワークのノードに分布されるように配置される前記ガスまたは水−ガス混合物の複数のジェットを、ストリップの各表面上に噴出することを含む。表面(A)上のジェットの衝突(24)は、他の表面(B)上のジェットの衝突(34)に正対せず、前記ガスまたは水−ガス混合物のジェットは、少なくとも1つの分配ケーシング(21、31)で供給され、またストリップの長手方向に平行にかつストリップの長手方向に直角に、戻りガスまたは水−ガス混合物の流れに遊隙を残しておくように分配ケーシングからある距離をおいて延在する管状ノズル(23、33)によって、発生される。  (もっと読む)
(もっと読む)
金属帯の再加熱のための移動磁界インダクタのくし状スリット入り積層ヨーク
磁性薄板(4)を積み重ねることによって形成されるヨークであって、磁性薄板(4)が、互いに平行かつ開いたリップを有するエッジの切り欠き(7)を有しており、それらが少なくともインダクタの角のある端部に局在している。これらの切り欠きは、好ましくは数mmの間隔を有するが、間隔がより大きくてもよく、1cm以上であってもよく、しかしながら約5cmを超えない。切り欠きは、薄板の縁から始まり、好ましくは直線に沿って、インダクタの環境に応じて決まる距離だけ内側へと延びている。切り欠きは、材料を除去することによって生成され、渦電流の循環のための橋絡を提供することがないよう、各々の切り欠き(7)が非接触なリップ(したがって、開いたリップ)を、特に好ましくは不連続な地点に有するように生成される。本発明は、加熱インダクタの製造に適用され、単純な手段でインダクタの熱的挙動を制御し、インダクタの過熱を防止する。 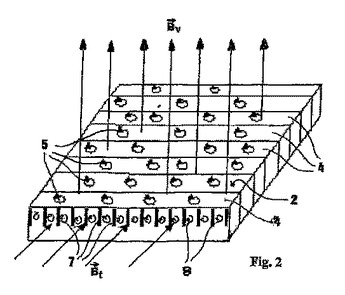 (もっと読む)
(もっと読む)
1 - 10 / 43
[ Back to top ]