
オウェンス コーニング ファイバーグラス テクノロジー ザ セカンド リミテッド ライアビリティ カンパニーにより出願された特許
1 - 9 / 9
長繊維強化熱可塑性樹脂成形材料の製造用含浸ダイ
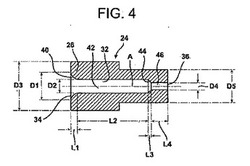
含浸ダイは、内部プロセスチャンバー及び引抜成形開口を含むハウジングと、前記ハウジングに保持されたノズルと、を有し、前記ノズルは、入口端と、出口端と、中央軸を有し、前記入口端は前記引抜成形開口によって前記プロセスチャンバーと連通し、前記含浸ダイは、前記開口が前記入口端に隣接する第1のテーパー部と、前記第1のテーパー部から下流の第1の直線部と、前記第1の直線部から下流の第2のテーパー部と、前記第2のテーパー部から下流であり、前記出口端に隣接する第2の直線部とを含むことを特徴とする。 (もっと読む)
ポリマー/WUCSマット及びその製造方法

誘電乾燥した強化繊維の束と結合繊維で形成されるチョップドストランドマットを提供する。強化繊維を約10〜約500のバンドルテックスを有するウェット強化繊維の束として形成しうる。強化繊維を約2.54〜約3.81cm(約1〜約1.5インチ)の単一チョップ長又は約1.27〜約5.08cm(約1/2〜2インチ)の複数チョップ長の繊維で形成しうる。結合材料は、強化繊維の融点より低い融点を有するいずれの熱可塑性又は熱可塑性材料でもよい。ウェット強化繊維を誘電乾燥させ、強化繊維と結合繊維をブレンドし、強化繊維と結合繊維を結合してチョップドストランドマットを形成し、マットを圧縮し、マットを冷却し、かつマットを連続ロールに巻き取ることによって、チョップドストランドマットを製造することができる。チョップドストランドマットは、結合材料と乾燥した強化繊維の束との均一又はほとんど均一の分布を含む。 (もっと読む)
湿った繊維を基剤とする複合材料を形成するための組成物
湿ったガラス繊維、水分散性ポリマー樹脂、及び石膏を含む湿った繊維を基剤とする組成物が提供される。メラミンホルムアルデヒド、充填材、カップリング剤、酢酸、促進剤、及び/又は硬化剤を含む成分も組成物に添加されうる。石膏は、α-石膏でも、β-石膏でも、それらの組み合わせでもよい。湿ったガラス繊維は、湿ったチョップトガラス繊維又は湿った連続ロービングである。湿ったガラス繊維、水分散性ポリマー樹脂、及び石膏の組み合わせは、耐水性、耐火性であって、かつ改良された機械的性質を有する複合材料製品を生み出す相乗効果を有する。典型的な一実施態様においては、湿った繊維を基剤とする組成物は、種々の複合材料製品に成形されうる石膏ボードを形成するのに使用される。典型的な別の実施態様においては、石膏/ポリマースラリーの層とガラスマットを交互に層状にすることにより薄い多層の石膏ボードが形成されうる。 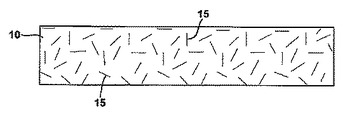 (もっと読む)
(もっと読む)
大型の複合構造物をモールド成形するための注入織物
【課題】キット化、予備成形、工具細工に対する適合性、樹脂の注入速度、硬化厚み、表面の審美性、および、VEP、RTM、及びライトRTM、又はVARTM工程を含む、密閉金型工程の範囲における複合構造性能に、より良く最適化されている注入織物を提供する。
【解決手段】注入織物(10)は、連続フィラメントマット、直接細断マット、直接連続マット、及びこれらの組合せからなるグループから選択されたマット(12)と、織られた練紡又は接着された補強層(14)と、を具備している。マットと、織られて練紡された補強層とは互いに縫い合わせられている。連続フィラメントマットは、E−ガラス繊維及び/又はECR−ガラス繊維と、バインダと、サイズ剤とを含んでいる。
(もっと読む)
自動車用途で使うためのポリマー/WUCSマット
熱可塑性結合材料と強化繊維の束で形成された音及び熱吸収性チョップドストランドマット(295)を提供する。強化繊維は、好ましくはウェットユースのチョップドストランド(WUCS)ガラス繊維である。熱可塑性結合材料は、強化繊維より低い融点を有するいずれの熱可塑性又は熱硬化性材料でもよい。WUCS繊維を部分的に広げ、熱可塑性結合材料をフィラメント化し、該強化繊維と熱可塑性結合繊維をブレンドし、該強化繊維と熱可塑性結合繊維をシートに形成し、かつシートを結合することによって、チョップドストランドマットを形成することができる。結合工程の際、熱可塑性結合繊維の融点より高いが、ガラス繊維の融点より低い温度にシートを加熱する。融解した熱可塑性結合繊維が接着剤として作用してガラス繊維を束状態に維持する。このようにして形成されたチョップドストランドマットを自動車用途の強化材料として使用することができる。 (もっと読む)
シートモールディングコンパウンドで使うポリマー/WUCSマット
強化繊維の束と結合材料とで形成されたモールディングマット(295)の製造方法を提供する。強化繊維は、好ましくはウェットユースのチョップドストランドガラス繊維(WUCS)である。結合材料は、強化繊維より低い融点を有するいずれの熱硬化性材料でもよい。ウェットユースのチョップドストランドガラス繊維を部分的に広げ、かつ結合繊維をフィラメント化し、強化繊維と結合繊維をブレンドし、強化繊維と結合繊維をシートに形成し、かつシートを結合することによって、モールディングマットを形成することができる。結合工程の際、結合繊維の融点より高いが、ガラス繊維の融点より低い温度にシートを加熱する。このようにして形成されたモールディングマットをシートモールディングコンパウンド中の強化材料として使用することができる。 (もっと読む)
改良された音吸収能力を有する熱可塑性複合物
強化繊維と、ポリエチレンテレフタレート(PET)繊維又は変性ポリエチレンテレフタレート繊維のような音響増強繊維と、1又は2以上の有機繊維とで形成される複合材料を提供する。音響増強繊維は、特に低周波数で音吸収性を向上又は増強させるいずれの繊維でもよい。ウェット強化繊維、音響増強繊維、及び有機繊維を部分的に広げ、該強化繊維、音響増強繊維、及び有機繊維を混合し、これら繊維をシートに形成し、かつ該シート内でこれら繊維を結合することによって、複合材料を形成することができる。好ましくは、強化繊維はウェットユースのチョップドストランドガラス繊維である。強化繊維、音響増強繊維、及び有機繊維の単一の層で複合材料を形成することができる。或いは、複合材料は多層複合物でもよく、この場合、有機繊維と強化繊維で形成された熱層に積層された音響層内に音響増強繊維がある。 (もっと読む)
エアレイド法とウェットガラスを使用するサンドイッチ複合材料
第1及び第2スキン層(320、330)の間に位置づけられたコア層(310)で形成されたサンドイッチ複合材料(300)を提供する。コア層又は第1及び第2スキン層は、強化繊維と有機繊維を含む複合材料で形成される。好ましくは、強化繊維はウェットユースのチョップドストランドガラス繊維である。強化繊維を広げ、該強化繊維と有機繊維をブレンドし、該強化繊維と有機繊維をシートに形成し、かつ該シートを結合することによって複合材料を形成することができる。接着剤又は樹脂つなぎ層によって、コア層と第1及び第2スキン層を付着させ得る。サンドイッチ複合材料は、第1及び第2スキン層の一方又は両方の露出主要面に貼付された表面仕上げ層を含んでよい。存在する繊維の量及び/又はタイプを変えることによって、サンドイッチ複合材料の強度、剛性、及び負荷たわみを改変することができる。 (もっと読む)
繊維サイズ、サイズを塗布した補強材、及び係る補強材で補強された製品
繊維−サイズ組成物は、修飾ポリオレフィン、親水性カップリング剤、及び下記の少なくとも一つを備えたエンハンサを含んでいる:フッ素含有化合物、疎水性カップリング剤、環式脂肪酸、又は少なくとも一つの脂肪酸が二以上の酸基を有する少なくとも二つの飽和脂肪酸。該組成物をサイズ塗布された補強繊維材料が複合材製品を形成するために使用されるとき、該製品は強度及び色のような改善された特性を示す。 (もっと読む)
1 - 9 / 9
[ Back to top ]