
エイサパック ホールディング ソシエテ アノニムにより出願された特許
1 - 10 / 16
溶接による管の製造方法
プラスチックからなる可撓性管状体の生産のためにストリップを溶接する方法であって、以下のステップ、即ち:溶接ロッドの周りにストリップ(1)を形成し;前記ストリップの端部(3,4)を接触し;前記端部(3,4)を加熱・圧縮し、その後それらを冷却することにより溶接区域(5)を形成するような、各ステップを有し、前記方法は、前記ストリップ(1)が溶接区域(5)の外側で加熱されることを特徴としている。 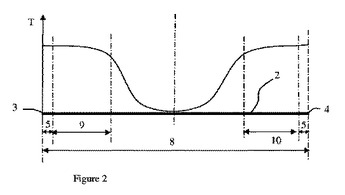 (もっと読む)
(もっと読む)
高温充填用容器
本発明は、PET容器の製造および高温充填方法に関し、次のステップ:
a)ブロー成形され得るPETプリフォームを用意すること;
b)容器を形成するために金型のキャビティ内でプリフォームをブロー成形すること;
c)金型キャビティから容器を取り出すこと;
d)容器に液体を充填し、その温度は80℃より高いこと;
e)漏れ防止の態様で容器をシールすること;
f)容器を殺菌および冷却すること;ならびに
g)容器を収縮させること、
を含み、次の特徴:
−ステップa)において、テレフタル酸に基づくコポリマーからなるPETプリフォームが使用され;
−ステップa)において、プリフォームの少なくとも1部分は110℃より高い温度である;
−ステップb)で使用される金型の温度は、65℃以下である;
−ステップg)の間、容器は、収縮を創り出し、容器の容量を減少させるために、容器の少なくとも1部分において、1〜5秒間、600〜1000℃の温度に加熱される、
を有する。本発明は、さらに上記の方法を用いて得られた容器に関する。
(もっと読む)
溶接によりチューブを製造する方法
本発明は、フレキシブルなプラスチックの管状の本体を製造するための積層板の溶接方法に関するものであって、溶接方法が、溶接棒を囲んで積層板を成形する段階と、溶接される前記積層板の両端部を加熱する段階と、前記両端部を一体に圧縮し、そして一部分を冷却する段階と、溶接部分を広げるように、溶接部分を変形する段階と、前記溶接部分を冷却する段階と、を含んでいる。 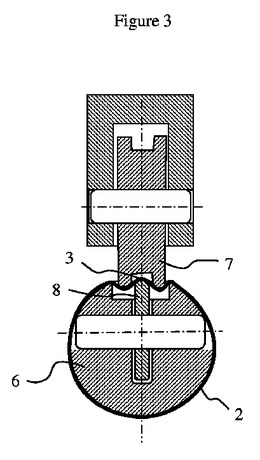 (もっと読む)
(もっと読む)
可変厚さの多層物品
可塑性樹脂の多層充填物の圧縮成形で製造される、軸対称性でない多層物品であって、上記物品は、圧縮前に鋳型中の充填物の中心となる点に対応する供給中心を備えており、流れの長さである、上記供給中心と上記物品の端部の間の距離が一定でないものにおいて、与えられた流れの長さに対して、該流れの長さが大きいほど、この流れの長さに沿う部分の平均厚さが小さく、与えられた流れの長さに対して、該流れの長さが小さいほど、この流れの長さに沿う部分の平均厚さが大きい、ことを特徴とする。  (もっと読む)
(もっと読む)
熱間充填または熱処理用プラスチックボトル
頸部および基部に接続された側壁を含むプラスチック容器に、液体または粘性のある製品を熱間充填する方法;この工程は少なくとも、高温において製品を容器に充填する工程、容器を密封する工程、容器およびその内容物を冷却する工程を含み;この方法は、側壁の線熱膨張係数が0.00014m/(m.K)より大きいプラスチック容器が使用されること、および容器がその内容物と少なくとも同じ程度膨張でき、そして収縮できることに特徴を有する。 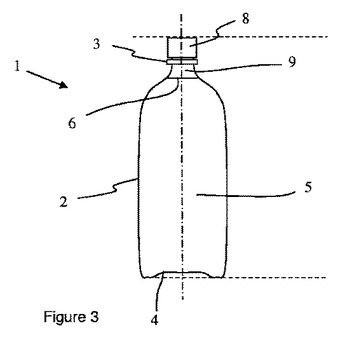 (もっと読む)
(もっと読む)
ワインまたは類似飲料のための容器
ワインまたは類似飲料のための、開閉構成要素(5)を有する容器であり、プラスチックで製造され、接合された3つの異なる構成要素(2−4)を含み、これらは容器の側壁を形成する可とう性の積層(2)、端壁(4)およびネック部を含むショルダー部(3)であり;3つの構成要素(2−4)の少なくとも1つは酸素不透過性であること、そして少なくとも1つの他の構成要素(2−4)は酸素透過性であることを特徴とする容器。 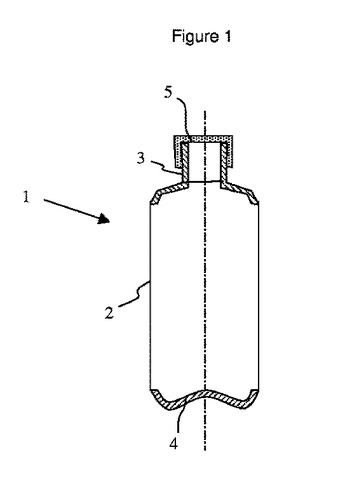 (もっと読む)
(もっと読む)
収縮可能な容器を充填する方法
本発明は、液体を、強い分子配向を有するプラスチック容器1内で包装する方法に関する。本発明の方法は、高温の液体で容器1を充填する段階と、充填する段階中において、容器1の複数の壁5を冷却する段階と、容器1をシールする段階と、シールする段階中において、容器1の複数の壁5を冷却する段階と、シールする段階の後に容器1が受動的な収縮を受ける段階と、収縮の段階の後に容器1の複数の壁5を冷却する段階とを備えている。本発明は、さらに、上記方法を実施する装置と、上記容器とに関する。 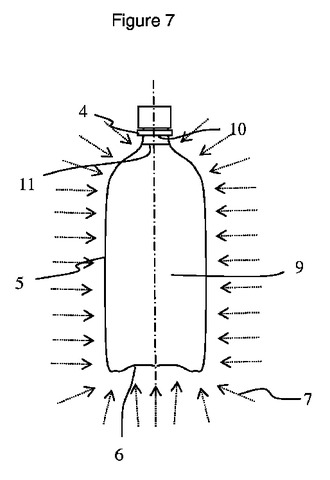 (もっと読む)
(もっと読む)
多層物品の製造方法
本発明は、少なくとも一つの機能層2、20を具備する溶融多層樹脂の定量材1を圧縮成形することによって合成樹脂の多層物品9を製造する方法に関するものである。定量材の各層は圧縮時には溶融状態にある。該方法は少なくとも、ダイを通して樹脂を同時押出しすること、定量材1を得るために押出物を周期的に切断すること、及び定量材1を型のキャビティ内に溶融状態で置くこと、を含んでいる。該方法は、定量材内で、押出し方向とこの押出し方向に平行な機能層2、20の配置とを規定している。該方法は、押出し方向に交差する圧縮軸線16に対する非対称性を層の流れに導入するように、圧縮軸線16に沿って定量材が圧縮されることを特徴としている。
本発明は、前述の方法によって得られた物品に、及びこの方法の状況で用いられる定量材に、及び前述の方法を実行するための装置にも関係している。 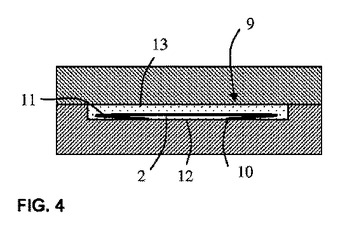 (もっと読む)
(もっと読む)
プラスチック管を内部溶接するための方法及び装置
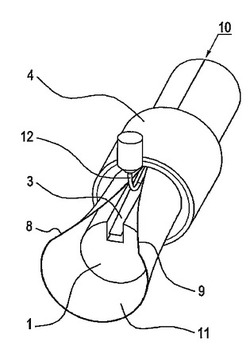
【課題】突合わせ溶接の弱点及び魅力的な溶接の維持にあり、すなわち、外側から見たときに目立たないか又はほとんど目立たない溶接を提供する。
【解決手段】本発明は、管状形態のプラスチック包装を製造するための方法において、積層体11が巻き付けられる巻き付けステップと、前記積層体11の縁部8、9が接合される突き合わせステップと、前記積層体11の前記縁部8、9が共に溶接される締結ステップとを含む方法において、前記縁部の間に画定された溶接領域10を少なくとも覆うように、溶融状態のプラスチックビード12が押出されて、前記包装の内面に蒸着され、ことを特徴とする方法に関する。溶接領域(10)を生成するために必要なエネルギが前記プラスチックビード(12)から得られる。また、本発明は、上記方法に従って獲得される包装と、上記方法を実施する装置に関する。
(もっと読む)
ストレッチブロー成形により製造された容器用プリフォーム
本発明は、互いに接合された3つの別個の部分、すなわち、側壁3と、底部4と、開口部を有する上部分2とを備え、側壁3の厚さが底部4の厚さより小さいパッケージをブロー成形により製造するためのプリフォーム1に関する。本発明はまた、前記プリフォーム1のブロー成形により得られたパッケージに関する。 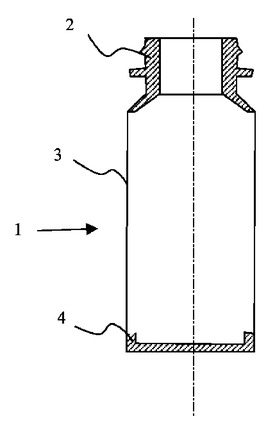 (もっと読む)
(もっと読む)
1 - 10 / 16
[ Back to top ]