
ウポノール・イノベーション・エービーにより出願された特許
1 - 4 / 4
細長い物品の製造
【課題】プラスチックの外層を有するコアを成形することと、前記コアとの間に隙間を与えるようにして、このコアにシームレスの金属層を押し出し成形することと、前記金属層を冷却することと、前記金属層の内面に前記コアの外面を接触させることとを具備する、細長い物品を製造する方法を提供する。
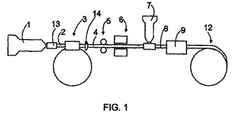
【解決手段】最初に、外面がプラスチックからなるコアが成形されるように、細長い物品が、成形される。次に、管状の金属層4が、シームレスであるように押し出し成形される。金属層42が押し出し成形されるとき、隙間16が、金属層とコアとの間に与えられる。金属層4が冷却された後に、コア2の外面は、金属層4の内面に接触される。接着作用が、これらコアと金属層との間に与えられ、そして、これらコアと金属層とを一緒に圧縮する永久的な圧縮力が、与えられる。
(もっと読む)
コーティングパイプ用の方法および組成物
多層プラスチックパイプを製造するための組成物および方法について記載する。一部の組成物の実施形態は、架橋形成可能なポリマー系(例えば、アクリラートまたはエポキシ化学試薬に基づく)と、光開始剤と、顔料、酸化防止剤、光安定剤、または他の添加剤など、1つ以上の添加剤とを含む。代表的な多層プラスチックパイプの製造方法では、ベースパイプ(例えば、架橋ポリエチレンを含む)は、酸化工程(少なくともベースパイプの外面が酸化される)、コーティング工程(プレポリマー系がベースパイプの外面に付けられる)、および硬化工程(プレポリマーが硬化されてパイプの層を形成する)を通じて運ばれる。 (もっと読む)
細長い物品の製造
細長い物品は、最初に、外面がプラスチックからなるコアが成形されて、この後に、管状の金属層がシームレスであるように押し出し成形されるように、成形される。金属層が押し出し成形されるとき、この金属層とコアとの間には、隙間が与えられる。金属層が冷却された後に、金属層の直径は、金属層がプラスチックのコアに接触するように、減じられる。この後に、金属は、金属層の可撓性が増加されるように、アニールされる。 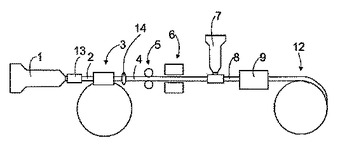 (もっと読む)
(もっと読む)
細長い物品の製造
最初に、外面がプラスチックからなるコアが成形されるように、細長い物品が、成形される。次に、管状の金属層が、シームレスであるように押し出し成形される。金属層が押し出し成形されるとき、隙間(16)が、金属層とコアとの間に与えられる。金属層が冷却された後に、コアの外面は、金属層の内面に接触される。接着作用が、これらコアと金属層との間に与えられ、そして、これらコアと金属層とを一緒に圧縮する永久的な圧縮力が、与えられる。 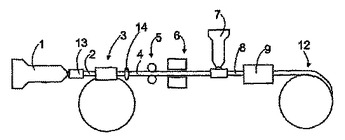 (もっと読む)
(もっと読む)
1 - 4 / 4
[ Back to top ]