
愛知産業株式会社により出願された特許
11 - 19 / 19
ステンレス鋼管の多層溶接方法及び多層溶接物
【課題】溶接後のステンレス鋼管の内表面に残留する応力を、簡便な設備かつ簡単な方法で、圧縮応力にすることができるステンレス鋼管の多層溶接方法及び多層溶接物を提供すること。
【解決手段】ステンレス鋼管の端面同士を突き合わせ、円周方向に沿って開先溶接する溶接パスを複数回行い、該端面同士を溶接するステンレス鋼管の多層溶接方法であって、溶接前、前記ステンレス鋼管の端面同士の間に形成する開先を狭開先とし、溶接開始後、前記ステンレス鋼管の肉厚の38%〜45%まで溶接する溶接パスにおいては大入熱溶接を行い、以降の溶接パスにおいては、前記大入熱溶接時よりも低い入熱量で低入熱溶接を行い、多層溶接終了時、前記ステンレス鋼管の内表面の熱影響部に残留する応力を圧縮応力とする。
(もっと読む)
スポット溶接用のトランス内蔵型ロボット
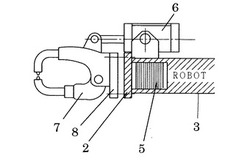
【課題】スポット溶接用ロボットの重心を安定化させると共に、その先端を軽くし、そのロボットのタクト・タイムが短く、動作が迅速で、反応の早いスポット溶接用ロボットを提供すること。
【解決手段】溶接ガン7、溶接トランス5、加圧機構6を有するスポット溶接用ロボットにおいて、スポット溶接用ロボットの先端部の内部に溶接用トランスを内蔵し、当該ロボットの先端部の先端に設けられている当該ロボットのマウント8に溶接ガンのマウントを装着したこと。さらに、前記溶接用トランス及び溶接ガンが小型かつ軽量であること。
(もっと読む)
回転可能なスポット溶接機

【課題】装置の省スペース化を図ることができる、数万アンペアの大電流が必要なスポット溶接機を提供する。
【解決手段】
支持部材2に回転軸4が固定部材3,3’により固設され,当該回転軸の上部にスポット溶接機の電源・制御部分6を戴置する第1の載置台5が固設され,当該回転軸の下部に第2の載置台7が固設され,当該第1の載置台の下部及び当該第2の載置台の上部にコの字型に給電バー8が設置され,当該第1の載置台の下部の給電バーの先端部分にアーム9が設けられ,当該アームの上部に加圧機構10が設けられ,当該アームの先端部分にチップホルダー11が設けられ,当該チップホルダーの先端部にチップ12が設けられ,当該第2の載置台の上部に設置された給電バーの先端部分にチップホルダー11’が設けられ,当該チップホルダーの先端部にチップ12’が設けられている。
(もっと読む)
ワークの内Rを溶接するためのシーム溶接機
【課題】円形または曲線のワークの内Rを、又、内Rが小さい場合でも容易に溶接をすることが出来るシーム溶接機を提供すること。
【解決手段】シーム溶接機の上部のシリンダの下部に角度プレートが設けられ、当該角度プレートと当該上部のハウジングとの間に角度調整プレートが設けられ、当該上部のハウジングにフランジ付スペーサが設けられ、当該フランジ付スペーサに電極が設けられていること,下部のフレームと下部のハウジングとの間に角度調整プレートが設けられ、当該下部のハウジングにはフランジ付スペーサが設けられ、当該フランジ付スペーサに電極が設けられていることからなる。
(もっと読む)
溶接電極の整形機構を備えたロボットシーム溶接装置および溶接電極整形方法
【課題】ロボット搭載のシーム溶接機の電極を安全に整形可能にするロボットシーム溶接装置と、この装置を用いて電極整形を自動的に行い得る方法とを提供することである。
【解決手段】ロボットシーム溶接装置は、溶接電極3a,3bを備え、産業用ロボット1に搭載したシーム溶接機3と、これらロボットとシーム溶接機を制御するロボット制御ユニット7とを含み、ロボットを動かして、溶接電極3a,3bでワークを挟み込み、通電してシーム溶接を行なう。電極整形機構4が、ロボット1とは別に設置される。ロボット1の作動により、溶接電極3aまたは3bを電極整形機構の整形バイト5に接触させて、電極面を整形する。溶接電極の摩耗を計測し、電極整形機構4に対する溶接電極の位置を摩耗量に応じて設定することにより、電極面を一定状態で整形する。
(もっと読む)
自動管端溶接装置
【課題】 コストの増大を抑制し装置の位置決め精度の確保を容易にしつつ、管端溶接作業の自動化を図ることが可能な自動管端溶接装置を提供する。
【解決手段】 自動管端溶接装置10は、所定の回転軸を中心に周方向に溶接トーチが移動する自動溶接部11と、複数の管2の配列方向に沿って自動溶接部11を移動させる溶接部移動機構12と、溶接部移動機構12を管板1に取り付けるためのベースプレート13とを備える。
(もっと読む)
管端溶接装置の制御装置及び制御プログラム
【課題】 管端溶接作業の自動化を図ることが可能な管端溶接装置の制御装置及び制御プログラムを提供する。
【解決手段】 複数の管と管板とを管端溶接する管端溶接装置の制御装置であって、前記複数の管の配列に関する配列情報を記憶する配列データ記憶部201と、配列データ記憶部201に記憶された配列情報に基づいて、複数の管のそれぞれに対して溶接トーチを位置決めする位置制御部200とを備える。
(もっと読む)
軸合わせ機構及び自動管端溶接装置
【課題】 管端溶接作業の自動化に好ましく用いられる軸合わせ機構を提供する。
【解決手段】 軸合わせ機構14は、複数の管2と管板1とを管端溶接する溶接装置に用いられる。また、軸合わせ機構14は、溶接対象の管2の内部に挿入されかつ先端部の径が変化自在な軸合わせ用芯金治具70と、軸合わせ用芯金治具70を、溶接対象の管2の軸方向に移動させる第1駆動系(31、37、71)と、第1駆動系とは別に設けられ、軸合わせ用芯金治具70の先端部の径を変化させる第2駆動系(75、77)とを備える。
(もっと読む)
回転電極を整形する電極整形機。
【課題】シーム溶接において、バイトで回転電極の外周面を研磨、即ち、削ると回転電極が削られ消耗が激しくなる。そして回転電極の直径が変化することによって溶接スペードが変化、即ち遅くなり、又溶接品質が悪くなる。そこで、回転電極を研磨することなく、回転電極の形状を修正し、整形する電極整形機を提供すること。
【解決手段】回転電極の外周の所定の端部に整形ローラを装着するように、当該整形ローラを有する電極整形機がシーム溶接機の所定の箇所に設けられていること。
(もっと読む)
11 - 19 / 19
[ Back to top ]