
DAISEN株式会社により出願された特許
1 - 9 / 9
複合成形体及びその製造方法
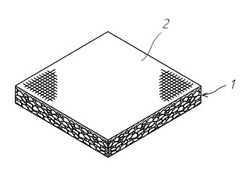
【課題】軽量かつ機械的強度に優れており、また擦れ音や軋み音の発生も防止することができ、かつ通気性、吸音性、意匠性、消臭性、芳香性、防虫性、難燃性等を有する複合成形体及びその製造方法を提供する。
【解決手段】発泡性樹脂粒子を金型内で加熱発泡して得られる無数の発泡セルが接触面において相互に融着され、かつ発泡セル間に連通気孔が形成されて通気性を有している発泡成形体の表面または表裏面に、繊維層を設けた複合成形体。また、前記の通気性を有している発泡成形体を簾として、この簾の上面から下面に向けて繊維を分散させた溶液を通過させることにより、発泡成形体の表面に繊維層を形成する複合成形体の製造方法。
(もっと読む)
発泡成形品の成形方法および装置

【課題】離型ピンを使用することなく発泡成形品を成形型から取り出すことができる発泡成形品の成形方法および装置を提供する。
【解決手段】突き出しピン30a付きの充填器30を装着した凸金型12が取り付けられた固定型1と、この固定型1に対して水平方向に接離自在で凹金型22が取り付けられた移動型2とで形成するキャビティ内に発泡性樹脂ビーズを充填し、次いで、この金型を加熱して発泡性樹脂ビーズを発泡、融着させキャビティ内表面に添った成形品を成形し、その後、移動型2を離反させて型外へ成形品40を取り出す発泡成形品の成形方法であって、前記成形品40の取り出しを離型ピンを用いずに前記充填器32の突き出しピン30aの押し出しのみで行うようにした。
(もっと読む)
RC構造部材
【課題】ポーラスなビーズ法発泡ポリスチレンフォーム(EPS)の優れた吸音性能や異なる共振点を利用して、RC建造物の界壁および界床を介した音の空間伝播における遮音性を改善するRC構造部材を提供する。
【解決手段】コンクリート界壁2に沿って断熱材51〜54を配設して形成される遮音断熱壁構造において、一方の壁面側に設けられる断熱材として、25kg/m3以上の密度を有するEPS成形部材を用いる。更に、隣り合うポリスチレン発泡粒子をそれ自体が溶融した融着部により結合した成形体からなり、通気度5cc/cm2・sec以上の三次元連通気孔を有し、また、10N/cm2以上の曲げ強度を有するポーラスEPS成形部材を用いることができる。特定の静的バネ定数を有する弾性EPS成形部材とを層状に配設した複層構造体を用いることもできる。
(もっと読む)
発泡成形機およびそれに装着される発泡成形用金型の製造方法
【課題】使用蒸気などエネルギ効率の一層の向上と、発泡成形用金型の装着取外作業の簡便化を可能とし、かつ、発泡成形機および成形用金型のコストダウン。
【解決手段】発泡成形機は、凹金型部材31と凹側背面部材33とにより、および、凸金型部材32と凸側背面部材34とにより、それぞれ囲まれ、かつ前記金型部材の成形面31m、32mに沿って配置され、独立した凹側個別用役チャンバ35、凸側個別用役チャンバ36を形成するよう、各金型部材とその背面部材との外周部(金型部材外周部31a、32aと背面部材同33a、34a)を連接して一体に成形された凹側一体金型30Aと凸側一体金型30Bとを装着している。
(もっと読む)
発泡樹脂成形機の蒸気室構成部材及びその製造方法
【課題】断熱性並びに耐久性に優れた発泡樹脂成形機の蒸気室構成部材及びその製造方法を提供する。
【解決手段】フレーム5、6とバックプレート3、4と金型7、8とからなる発泡樹脂成形機の蒸気室構成部材において、フレーム5、6を、断熱を目的とした多孔質体50に、消失模型鋳造法により形成された金属製の壁面51、61が鋳ぐるみで接合されたものとする。蒸気室構成部材の製造方法は、フレーム5、6の壁面51、61を形成するための消失模型を多孔質体50に接合した後、溶湯を前記消失模型に流し込んで、フレーム5、6の壁面51、61を多孔質体50に鋳ぐるむことを特徴とする。
(もっと読む)
消失模型鋳造法による鋳物鋳造方法及び発泡製品模型成形用金型の製造方法
【課題】製品が目的寸法或いは許容誤差範囲内に収まるようにするための消失模型鋳造法及び発泡模型を成形する金型を製造する方法を提供する。
【解決手段】(a)前記目標寸法に相当する前記発泡製品模型の三次元寸法に関するデータと前記発泡製品模型の材料データと湯口方案及び注湯法のデータとをコンピュータに入力し消失模型鋳造法による鋳物鋳造のシミュレーションを行う工程であって、前記シミュレーションは湯流れ、湯の凝固及び該凝固による鋳物変形のシミュレーションを含む鋳物鋳造シミュレーション工程と、(b)前記鋳物鋳造シミュレーション工程における前記鋳物変形と、鋳物と発泡製品模型の関係の伸尺を考慮して発泡製品模型の最終三次元寸法を決定する工程と、(c)該最終三次元寸法の発泡製品模型を製作する工程と、(d)前記製作した発泡製品模型を用いて消失模型鋳造法により鋳物を鋳造する工程とを含む消失模型鋳造法による鋳物鋳造方法。
(もっと読む)
消失模型鋳造法に用いる発泡製品模型を成形する金型の製造方法
【課題】目標寸法を有する鋳物を成形するために、消失模型鋳造法に用いる発泡製品模型を成形する金型を製造する金型製造方法を提供する。
【解決手段】発泡製品模型の形状の最終三次元データを決定する工程と;決定された最終三次元データをNC工作機のコントローラに入力する工程と;決定された発泡製品模型の形状のキャビティを前記NC工作機によって金型基材に切削加工する工程とを含む消失模型鋳造法に用いる発泡製品模型を成形する金型を製造する金型製造方法において、最終三次元データは、仮想発泡製品模型を用いる消失模型鋳造法による鋳造のコンピュータによるシミュレーションによる鋳物の変形から得た情報に基づいて決定され、又は、発泡製品模型を試作し該試作発泡製品模型を用いて消失模型鋳造法により実際に鋳物を試作し、該試作鋳物の寸法と前記目標寸法との差異をフィードバックして決定される。
(もっと読む)
消失模型鋳造法による鋳物の製造方法
【課題】
消失模型を使用した鋳物製造方法において注湯時の湯流れ性を損なうことなく注湯温度を下げ、欠陥のない高品質な鋳物製品を低コストで製造する方法を提供する。
【解決手段】
消失模型を使用した鋳物の製造方法において、鋳型に乾燥砂を使用し、かつ消失模型として発泡模型を使用し、更に1250℃から1330℃の範囲の温度を有する溶湯を鋳型の湯口から注湯すると共に、通気路を介して鋳型を減圧する構成にした。
また、通気路を介して鋳型を減圧した後、更に通気路を介して鋳型を加圧するようにした。
(もっと読む)
ダクタイル鋳鉄のフェライト地鋳物の製造方法
【課題】
薄肉のダクタイル鋳鉄製品であってもチル化せず、柔らかく、延性の大きいフェライト地の鋳物を低コストで製造する方法を提供する。
【解決手段】
従来は球状黒鉛の生成を阻害する物質であると考えられていたサルファの含有量をある程度増やすと共に、冷却速度を低く抑えることにより、薄肉のダクタイル鋳鉄製品であってもチル化させることなく、柔らかく、延性の大きいフェライト地の鋳物を製造することができることを見出し、本発明に至った。即ち、ダクタイル鋳鉄製品の製造方法において、鋳鉄製品の成分としてサルファを0.009から0.015重量%を含み、マグネシュウムを0.035から0.050重量%を含み、鋳型に乾燥砂を用いる構成とした。
(もっと読む)
1 - 9 / 9
[ Back to top ]