
株式会社コンドウにより出願された特許
1 - 6 / 6
偏芯ワークの偏芯部の高速自動芯出し方法、及びその装置
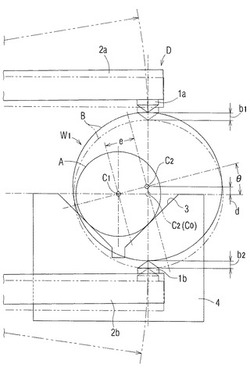
【課題】1つの偏芯部を有する偏芯ワークにおいて、研削盤の加工中心(スピンドル軸の軸芯)と前記偏芯部の中心とを正確に一致させる高速自動芯出し方法を提供する。
【解決手段】測定装置Dにより測定された偏芯ワークW1の偏芯部Bの中心位置C2と研削盤の加工中心C0との上下方向のずれ量をdとすると共に、前記偏芯部Bの中心C2と加工中心C0を一致させるために、前記偏芯ワークW1の軸部Aを回転させる位相回転角度をθとした場合に、(sinθ=d/e)が成立する位相回転角度θを演算するための演算装置を備え、ワーク回転装置は、偏芯ワークW1の軸部Aを把持するクランプ具がエンコーダ付のサーボモータで回転される構成であり、前記エンコーダにより割り出された前記位相回転角度θだけ、前記ワーク回転装置により偏芯ワークW1の軸部Aを一挙に回転させて芯出しを行う。
(もっと読む)
異形ワークの揺動研削方法、及び揺動型研削盤

【課題】
マスターワークを使用せずに、カム類を代表例とする断面非円形の異形ワークを研削可能にすることである。
【解決手段】
断面非円形の異形ワークW1 の回転軸心Cw1 が主軸Sの軸心C1 と同心となるように、ドッグ26で把持された当該異形ワークW1 を連続回転させながら、被研削面である外周面を研削する方法であって、前記異形ワークW1 の基準位置からの回転角度(θx)と、研削ユニットGUの揺動角度(θy)との関係を特定して異形ワークW1 の外周研削形状を定めた外周形状特定式〔θy=f1 (θx)〕を予め計算しておいて、前記外周形状特定式〔θy=f1 (θx)〕に基づいて、揺動軸心C0 を中心にして研削ユニットGUを揺動させながら、前記異形ワークW1 を連続回転させて、その外周面を当該外周形状特定式〔θy=f1 (θx)〕で特定された形状に研削する。
(もっと読む)
円筒研削盤の内径チャック装置、及びコレット部材
【課題】
芯出し精度が高い状態で、内径の小さなワークの研削を可能にすることである。
【解決手段】
内径を加工基準として、円筒状のワークW1 の外径を研削加工する際に使用される円筒研削盤の内径チャック装置であって、スピンドル軸1の先端部に、当該スピンドル軸1に対して芯出しされた状態で一体に装着された基準軸5と、当該基準軸5の外周面に対して僅かに出入り可能なように周方向に沿ってほぼ等間隔をおいて半径方向に挿入されて、突出用受圧面に油路R1 の油圧により、前記基準軸5の外側に当該基準軸5と同心に配置されたワークW1 の内周面を突き当ててチャッキングするための多数のチャックピンP1 と、チャッキング状態の前記各チャックピンP1 の全て、又は特定されたチャックピンのみを軸直角方向から押圧して固定するための固定ピン15a,15bを備え、ワークW1 の内周面に突き当てられているチャックピンP1 を側方から押圧して当該チャックピンP1 を固定した状態で、研削加工を行う構成とする
(もっと読む)
偏芯ワークの偏芯部の高速自動芯出し方法、及びその装置
【課題】
1つの偏芯部を有する偏芯ワークにおいて、研削盤の加工中心と前記偏芯部の中心とを一致させる芯出しを高速で行うことである。
【解決手段】
偏芯ワークW1 の軸部Aを把持するクランプ具18がエンコーダ付のサーボモータMで回転される構成のワーク回転装置Fを使用して、測定装置Dにより偏芯部Bの中心C2 の位置を測定して、当該偏芯部Bの中心C2 を加工中心C0 に一致させるのに必要な軸部Aの回転角度θを演算し、前記ワーク回転装置Fを構成する前記サーボモータMが、エンコーダにより割り出された前記回転角度θだけ、偏芯ワークW1 の軸部Aを一挙に回転させて芯出しを行う。
(もっと読む)
一対の給油孔を備えたドリル用ワーク、及び孔付ワークの芯出し方法、並びに芯出し装置
【課題】一対の給油孔を備えたドリル用ワークの当該一対の給油孔の孔中心を結ぶ線分の中点位置と、加工中心位置とが一致するように芯出しして、刃付面である先端テーパー面を研削して得られる製品の孔配置バランスを最適にする。
【解決手段】偏芯しているドリル用ワークW1の切刃面を研削するための芯出しする方法であって、研削盤のスピンドル軸が回転しないように固定した状態で、中点Kの位置が偏芯軸を中心とする加工中心を通る特定円弧上に配置されるように、偏芯クランプ装置で仮固定されたドリル用ワークW1をワーク回転装置により指令角度だけ回転させる第1芯出し工程と、前記偏芯軸を中心にして、ドリル用ワークW1の前記中点Kの位置が前記スピンドル軸の軸芯である加工中心上に配置されるように、当該偏芯軸を指令角度だけ指令方向に回転させる第2芯出し工程とを含む。
(もっと読む)
円筒研削盤のチャック装置
【課題】内径を加工基準として円筒状、特にドーナツ状のワークの外径、或いは端面を研削加工する際の真円度、円筒度を高めることができる円筒研削盤のチャック装置を提供する。
【解決手段】スピンドル軸の先端部に、当該スピンドル軸に対して芯出しされて一体に装着された基準軸Sと、前記基準軸Sの外周面に対して僅かに出入り可能なように周方向に沿ってほぼ等間隔をおいて当該基準軸の半径方向に挿入され、しかも流体圧により前記半径方向に出入り可能な突出用及び後退用の各受圧面27がそれぞれ形成された多数本のチャックピンPと、前記各チャックピンPの突出用及び後退用の各受圧面に流体圧を独立させて作用させるために、前記基準軸の内部に分離して形成された突出用及び後退用の第1及び第2の各油路R1 ,R2 を備えた構成とする。
(もっと読む)
1 - 6 / 6
[ Back to top ]