
双福鋼器株式会社により出願された特許
1 - 4 / 4
搬送装置のブレーキ装置及び搬送装置
【課題】搬送装置において、勾配が強ければ物品の搬送は確実になるが停止時に過度の衝撃が発生し勾配が弱ければ停止の衝撃は抑制できるが搬送の確実性が低下するという二律背反した問題を解決し、確実な物品の搬送と所定停止位置での停止とを可能にする。
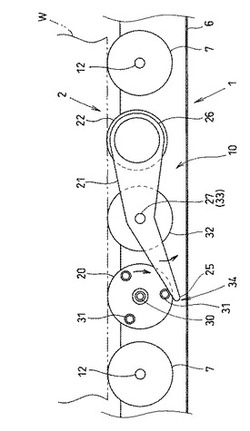
【解決手段】物品Wに当接して回転自在となる原節ローラ20と、取付部27を支点として従節杆部25側を揺動自在に設けられた梃子部材21と、梃子部材21に対して揺動に抗した負荷を生じさせる負荷部材22とを有し、原節ローラ20と梃子部材21の従節杆部25との間には原節ローラ20の回転を梃子部材21の揺動に変換させるカム部34が設けられている。
(もっと読む)
角パイプとその製造方法

【課題】 コーナー部を突き合わせ溶接した際の、コーナー部の外面に生じる溶接の肉盛りを簡単かつ確実に除去することができるようにして、角パイプをより簡単な工程で製造し得るようにする。
【解決手段】 金属板体をロール成形することにより角パイプを製造する角パイプの製造方法において、
金属板体をコーナー部を突き合わせた角形断面形状にロール成形した後、その金属板体のコーナー部を突合せ溶接して角形断面を閉塞し、その後、溶接したコーナー部を押さえロールで内側に押圧して溶接時の肉盛りをコーナー部の内側に押し込むようにした。
(もっと読む)
クリーンルーム用の床パネル及び該床パネルの製造方法
【課題】所定の曲げ強度を確保しつつ開口率を向上させることができる軽量なクリーンルーム用の床パネルを提供する。
【解決手段】パネル本体2に多数の換気孔4が設け、各換気孔4の周囲に、換気孔4を包囲し且つパネル本体2の裏面側に突出する筒状リブ5を設ける。
(もっと読む)
角パイプとその製造方法
【構成】 側面に切欠孔13を有する角パイプ12を、金属板体17をロール成形することにより製造する角パイプの製造方法において、前記金属板体17に予め前記切欠孔13を設けておき、その金属板体17を所定のロールフラワに従って平板状態から直接角形断面形状にロール成形した後、その金属板体17の板端間を突合せ溶接して角形断面を閉塞する。
【効果】 ロール成形機5 が一台で済むので設備コストを低減化できると共に、切欠孔13の位置ずれ等を生ずることなくロール成形できるので、製品精度の高い角パイプ12を極めて簡便に製造することができる。
(もっと読む)
1 - 4 / 4
[ Back to top ]