
ポスコにより出願された特許
1 - 10 / 130
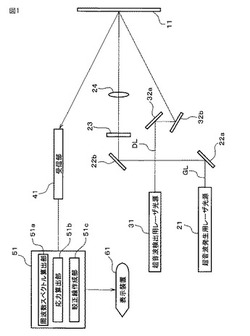
薄板の応力計測方法、及び、計測装置
【課題】残留応力等、薄板に付加された応力の大きさを、非破壊、非接触で、高速かつ安全に、精度良く計測する、薄板の応力計測方法、及び、計測装置を提供する。
【解決手段】被検査体に超音波発生用パルス発振レーザ光を照射して超音波を発生させ、さらに、超音波発生用パルス発振レーザ光と波長の異なる超音波検出用レーザ光を照射し、被検査体に発生した超音波の振動によるドップラーシフトを受けた超音波検出用レーザ光を利用して被検査体に発生した超音波の強度波形を算出し、前記超音波の強度波形の周波数解析を行い、2つに分離して観察される前記被検査体に発生した群速度ゼロのS1モードの板波超音波の周波数から、あらかじめ作成された2つの周波数と応力の大きさとの関係を用いて、前記被検査体に付加された応力の大きさを算出するステップを備えることを特徴とする薄板の応力計測方法。
(もっと読む)
ポアソン比の計測方法、及び計測装置

【課題】レーザ超音波法において、被検査体の表面にダメージを与えず、レーザの照射痕が生じない、熱弾性効果による超音波励起を利用した、ポアソン比の計測方法、及び計測装置を提供する。
【解決手段】被検査体に超音波発生用パルス発振レーザ光を照射して超音波を発生させ、さらに、超音波発生用パルス発振レーザ光と波長の異なる超音波検出用レーザ光を照射し、被検査体に発生した超音波の振動によるドップラーシフトを受けた超音波検出用レーザ光を利用して被検査体に発生した超音波の強度波形を算出し、前記超音波の強度波形の周波数解析を行い、前記被検査体に発生した群速度ゼロのS1モードの板波超音波の周波数、及び、縦波の共振周波数を算出し、算出された群速度ゼロのS1モードの板波超音波の周波数、及び、縦波の共振周波数からポアソン比を算出することを特徴とするポアソン比の計測方法。
(もっと読む)
円形線材の光学欠陥検出装置及び光学欠陥検出方法
【課題】本発明は、線材製造工程のうち圧延、引抜、及び射出工程で線材を生産する過程で線材の表面に発生する表面欠陥を光学センサを用いて非接触式でリアルタイムに検出する装置及び方法に関する。
【解決手段】本発明による円形線材の光学欠陥検出装置は、円形面状の光を照射する照明装置と、移送されている円形線材で反射された前記照明装置の反射光を受光して光信号を生成し、前記生成された光信号を映像信号に変換する光学センサと、前記光学センサから映像信号を受信して前記円形線材の表面情報を取得する信号処理手段とを含む。
(もっと読む)
超音波測定装置及び超音波測定方法
【課題】偏波保持光ファイバのように偏波方向により屈折率の異なる複屈折性を有する共振器媒質を用いる、安定的に高感度な測定が可能なファブリ・ペロー干渉計を用いた超音波測定装置と方法を提供する。
【解決手段】測定対象物からのレーザビームの反射光である信号光と、測定対象物に照射するレーザビームの一部を分岐して得られる安定化光とを、光スイッチ4で切り替えファブリ・ペロー干渉計6へ入力し、干渉計6からの出力を光検出器を経てサンプル・ホールド部7へ入力し、サンプル・ホールド部7は、干渉計6に安定化光が入力される期間は、光検出器から入力をそのまま出力し、干渉計への入力が安定化光から信号光へ切り換える前に入力された値をサンプル・ホールドし、干渉計に信号光が入力される期間は、ホールドされたレベルで出力することを特徴とする超音波測定装置。
(もっと読む)
プラズマトーチ装置
【課題】プラズマジェットの調節を容易にし、かつ電極部の磨耗を抑制して装置の寿命を向上できるコンパクトなプラズマトーチ装置を提供する。
【解決手段】アノード54と電気的に通じる第1金属ボディ部20と、第1金属ボディ部20と組み立てられる絶縁ボディ部30と、絶縁ボディ部30に内在されてカソード52と電気的に通じる第2金属ボディ部40とを含む装置ボディ部10と、カソード52と、その前方にプラズマノズル部を形成するように間隔を置いて配置されるアノード54とを含み、放電を通じプラズマを発生させる電極部50と、装置ボディ部10に夫々備えられ、電極部50側にガスを供給し、及び装置を冷却するためのボディ一体型ガス通路60及び冷却水通路70と、を含みボディ一体型冷却水通路70は、装置ボディ部10の第1金属ボディ部20と、絶縁ボディ部30及び第2金属ボディ部40に備えられた冷却水路70と空間とを含んだ構成。
(もっと読む)
連続鋳造装置
【課題】超音波によるデンドライトの微粒化を効果的に行える機能を備えた連続鋳造装置を提供する。
【解決手段】鋳型16内には、凝固面28に超音波を印加するための少なくとも1つの振動子30が設けられる。振動子30は、超音波を発振する発振部32と、発振部32に接続されて鋳型16内の溶融金属内に浸漬される浸漬部34とを有し、浸漬部34の先端部の端面36と凝固面28との間の、超音波の主進行方向についての距離が20mm以内となるように配置される。
(もっと読む)
非焼成含炭ペレット、その製造方法及びその製造設備
【課題】本発明はバインダーの使用量を増加させなくても高強度を維持し、また高い被還元性を示す製銑用非焼成含炭ペレット、その製造方法及びその製造設備を提供する。
【解決手段】鉄含有原料と炭素材原料が混合されて塊状化されたコア部と鉄含有原料とバインダー原料が混合された混合物が前記コア部外部をコーティングするコーティング層を含む製銑用非焼成含炭ペレット、前記コア部の製造段階と前記コーティング層製造段階を含む製銑用非焼成含炭ペレットの製造方法およびその製造設備。
(もっと読む)
鋳片処理方法及び鋳片処理システム
本発明はエッジ部の品質に優れた熱延鋼板を製造しながら、装置の稼動率を向上させることのできる鋳片処理方法及び鋳片処理システムに係り、特に、本発明の一実施形態による鋳片処理方法は、処理すべき鋳片を用意する鋳片用意ステップと、前記鋳片の温度が600℃未満に冷却される前に鋳片の周縁領域をスカーフィングするスカーフィングステップと、前記鋳片を後処理する後処理ステップと、を含む。 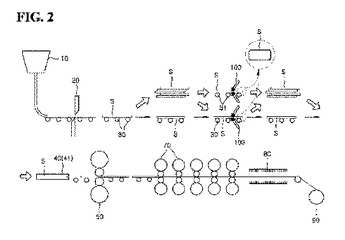 (もっと読む)
(もっと読む)
ポアソン比の計測方法、及び、計測装置
【課題】レーザ超音波法において、被検査体の表面にダメージを与えず、レーザの照射痕が生じない、熱弾性効果による超音波励起を利用した、ポアソン比の計測方法、及び計測装置を提供する。
【解決手段】被検査体の表面にパルスレーザ光を照射して、熱弾性効果により超音波を発生させ、該被検査体の表面に連続波レーザ光を照射して、該被検査体を伝搬する超音波を受信して、被検査体のポアソン比を計測する方法であって、被検査体を伝搬する板波超音波と表面波超音波を受信して、前記板波超音波の周波数を算出し、前記表面波超音波の伝搬時間を計測し、該伝搬時間と伝搬距離とから、該表面波超音波の伝搬速度を算出し、前記板波超音波の周波数と前記表面波超音波の伝搬速度とに基づいて、前記被検査体のポアソン比を算出することを特徴とする、ポアソン比の計測方法。
(もっと読む)
表面特性に優れた熱間プレス用亜鉛めっき鋼板並びにこれを利用した熱間プレス成形部品及びその製造方法
本発明の一側面は表面から深さ1μm以内に、酸化反応時に酸素1モール当たりのギブス自由エネルギー減少量がCrより小さい金属の表面拡散層を含む素地鋼板と、上記酸化反応時に酸素1モール当たりのギブス自由エネルギー減少量がCrより小さい金属の表面拡散層上に形成されたAlを30重量%以上含むAl濃化層と、上記Al濃化層上に形成された亜鉛めっき層を含み、上記表面拡散層と上記Al濃化層の間には平均厚さが150nm以下の焼鈍酸化物が不連続的に分布し、上記素地鋼板の表面から深さ1μm以内に上記酸化反応時に酸素1モール当たりのギブス自由エネルギー減少量がCrより小さい金属の含量が0.1重量%以上である表面特性に優れた熱間プレス用亜鉛めっき鋼板を提供することで、焼鈍前に酸素親和力の少ない金属を有効な厚さにコーティングし、鋼板表面に焼鈍酸化物が生成することを抑制して均一な亜鉛めっき層を形成し、プレス加工熱処理時に亜鉛めっき層の合金化が促進されて亜鉛めっき層の溶融温度が短時間内に上昇することで、めっき層の劣化を防止することができ、熱間プレス成形後に形成された内部酸化物の発生を最小化することができる。
また、本発明の他の一側面によると、熱間プレス加熱時にめっき層の表面に亜鉛めっき層の劣化を防止することができる酸化物層を形成させ、めっき層内のZn、Fe及び金属の3元相を形成させて亜鉛めっき層を安定的に保持することができ、表面状態を良好に確保してリン酸塩処理性に優れ、別途のリン酸塩処理をしなくても電着塗装時に塗装性及び途膜密着性を確保することができ、熱間プレス成形時に素地鋼板にクラックが発生することを防止して加工性を向上させることができる。 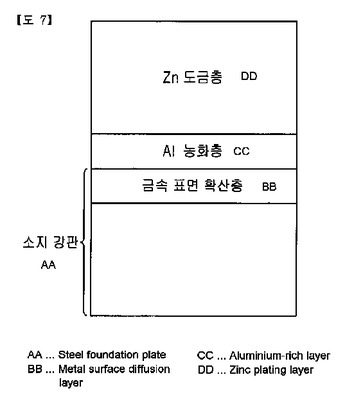 (もっと読む)
(もっと読む)
1 - 10 / 130
[ Back to top ]