
株式会社江東彫刻により出願された特許
1 - 8 / 8
切断装置及びアンビルロール及びダイカットロール
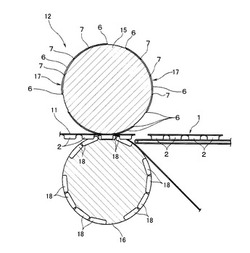
【課題】切断面が綺麗に処理されたブリスター包装材を得る。
【解決手段】複数の凸部2が一体に形成されたシート材1を切断する切断装置12において、前記シート材を切断・加工する切断刃6を外周に備えたダイカットロール15と、前記ダイカットロールとの間に前記シート材を挿通させて前記ダイカットロールと共に回転して切断刃を受けるアンビルロール16と、前記ダイカットロールもしくは前記アンビルロールの少なくとも一方の周面に設けられ回転時に前記シート材の前記凸部が挿入される凹部18とを備えた。
(もっと読む)
ダイカットロール

【課題】ラベル等が印刷されたシート状のワークに切込みや折れ線等を連続して加工するダイカットロール1を作製する際に、素材の無駄を最小限に抑制して作製する。
【解決手段】本体部11の取付け穴15の雌ねじ部16にシャフト12のねじ軸部17を螺合し、本体部11の両端に小径のシャフト12を結合し、耐摩耗性、じん性を有する機能素材とシャフト12が別部材とされたダイカットロール1とする。
(もっと読む)
操作用成形品部材
【課題】大掛かりな遮光手段を用いることなく動作用の支持部からの光漏れを確実に防止する。
【解決手段】シーソースイッチ4は、内周面側の第1樹脂11と外周面側の第2樹脂12とから形成され、第1樹脂11は光遮蔽性樹脂からなり、第2樹脂12は光透過性樹脂からなっている。シーソースイッチ4の表面側の一部は第1樹脂11が開口されて第2樹脂12だけの開口部位13が形成され、外周面側の第2樹脂12の周囲には白色の塗装が施され、白色の塗装の上に黒色の塗装が施されている。表示記号がレーザー等により除去されて白色の塗装の表示記号が外面に露出した状態であり、内側から光を当てると表示記号の部位だけが光が白色に透過する。支持孔9の外面側を黒色に塗装された第2樹脂12で塞ぐことで光を遮蔽し、支持孔9からの光の漏れをなくす。
(もっと読む)
二色成形金型及び二色成形方法
【課題】 第1部位の光透過性樹脂の裏側に第2部位の光遮蔽性樹脂が存在しない状態で二色成形を行う。
【解決手段】 光遮蔽性樹脂の第2部位2を射出成形する際に、第1部位1で包囲される第2部位2aの離面と、第1部位1で包囲されない第2部位2bの離面との間だけに光遮蔽性樹脂を流通させ、第1部位1で包囲される第2部位2aが存在する成形品部材11を成形し、共通雄型から成形品部材11を離型する際に第2部位2の離面側に残る残余部3を分断する。
(もっと読む)
樹脂成形品の端末処理装置及び端末処理方法
【課題】樹脂成形品の延出部の末端部位を、美麗な切断面をもって、より安定的に且つスムーズに切断することが出来る樹脂成形品の端末処理技術を提供する。
【解決手段】保持手段20の裏当て面34に樹脂成形品10の延出部14を接触、保持させた状態下で、切断操作進行手段40にて、切断刃22を該延出部14の意匠面18の延出方向中間部に押し付けて、食い込ませることにより、該延出部14の末端部位の切断操作を進行せしめる一方、該切断刃22が、該裏当て面34への当接直前で、且つ該切断刃22と該裏当て面34との間に位置する部分が圧縮破壊せしめられる位置にまで到達したときに、切断操作停止手段56にて、切断刃22の移動を停止させて、該延出部14の末端部位の切断操作を停止するように構成した。
(もっと読む)
樹脂成形品の端末処理装置及び端末処理方法
【課題】第一延出部と第二延出部の各末端側部位が、十分な意匠性を確保しつつ、有利に切断され得る樹脂成形品の端末処理技術を提供する。
【解決手段】保持手段20の第一及び第二裏当て面36a,36bに樹脂成形品10の第一及び第二延出部14a,14bを接触、保持させた状態下で、第一及び第二切断操作進行手段にて、第一及び第二切断刃22aを該第一及び第二延出部14a,14bに押し付けて、食い込ませることにより、該第一及び第二延出部14a,14bの末端部位の切断操作を進行せしめる一方、切断操作が行われていない該第一及び第二延出部14a,14bのうちの一方に押圧力が加えられたときに、該一方の延出部14a,14bが、撓み変形して、第一及び第二裏当て面36a,36bから離間するのを許容し得るように構成した。
(もっと読む)
インモールド成形用金型及びインモールド成形装置及びインモールド成形方法
【課題】 深い凹凸面を有する製品に対しても製品としての品質を確保した状態でフィルム柄を加飾することができるようにする。
【解決手段】 成形品13に応じた形状にフィルム形成雄型17で金属箔膜付フィルム9を予め型押しし、フィルム形成雄型17及び射出成形用雄型18をスライドさせて型押しされた金属箔膜付フィルム9を射出成形用雄型18で挟み込んで射出成形を行い、金属箔膜付フィルム9の金属箔膜が破損することがない状態で、深い凹凸面を有する製品に対して金属箔膜を転写し、製品としての品質を確保した状態で金属箔膜付フィルム9の金属箔膜を転写する。
(もっと読む)
インモールド成形方法及びインモールド成形用金型及びインモールド成形装置
【課題】深い凹凸面を有する製品に対しても製品としての品質を確保した状態でフィルム柄を加飾することができるようにする。
【解決手段】成形品3に応じた形状に金属箔膜付フィルム9を予め型押しし、型押しされた金属箔膜付フィルム9を射出成形用雄型18及び射出成形用雌型20の間に挟み込んで射出成形を行い、金属箔膜付フィルム9の金属箔膜が破損することがない状態で、深い凹凸面を有する製品に対して金属箔膜を転写し、製品としての品質を確保した状態で金属箔膜付フィルム9の金属箔膜を転写する。
(もっと読む)
1 - 8 / 8
[ Back to top ]