
住友電工焼結合金株式会社により出願された特許
21 - 30 / 214
粉末成形体の搬送装置
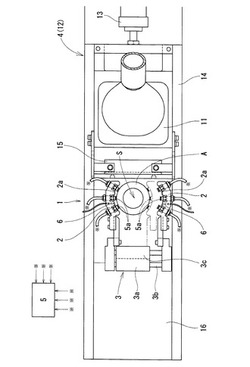
【課題】重量が大きくて真空吸着パッドによる上面の吸着保持もできない粉末成形体であっても、搬送装置によるプレス金型からの払い出しを、搬送に起因した変形や破損を生じさせずに行えるようにすることを課題としている。
【解決手段】対向一対のチャックハンド2,2と、そのチャックハンドの開閉駆動源3と、チャックハンドを取り出し部Sから払い出し部Eに移動させる移送機構4と、真空吸着装置5を有する。この装置を、例えば、真空吸着パッド5aの先端が粉末成形体Aの側面に接する位置までチャックハンド2,2を閉じ、この状態で真空吸着パッド5aにより粉末成形体Aを吸着し、その吸着による保持力にチャックハンド2,2による締め付け力を加算した力で粉末成形体を保持するように作動させて保持した粉末成形体をプレス金型上から払い出し部に移動させるようにした。
(もっと読む)
焼結部品及びその製造方法

【課題】焼き入れ検査を簡単に行うことができるとともに検査精度を向上させることができる焼結部品及びその製造方法焼結部品及びその製造方法を提供する。
【解決手段】焼結部品は、金型により粉末成形体2を加圧成形する加圧成形工程、前記粉末成形体2を焼結して焼結体を得る焼結工程、及び前記焼結体の所定箇所を焼き入れ処理する焼き入れ工程を経て製造される。前記加圧成形工程において、前記焼き入れ処理による変色の許容範囲を示す目印、又は前記焼き入れ工程後に焼き入れ深さを測定するために切断する切断箇所を示す目印となる目印部10が、前記金型により加圧成形されている。
(もっと読む)
粉末成形装置
【課題】簡単な構成で、強度と撓み調整能力の向上を両立させ、この治具を用いた成形用金型による圧縮成形において、圧粉体に撓み量の差による亀裂の発生を抑制することを課題とする。
【解決手段】焼結部品の圧粉成形に用いられ、ダイと上パンチと複数の下パンチとコアとを含む粉末成形装置であって、少なくとも1つの前記下パンチの下方に複数の撓み調整部材を備えることを特徴とする粉末成形装置とした。
(もっと読む)
圧粉成形体の成形方法
【課題】鉄損の少ない磁心が得られる圧粉成形体を製造可能な圧粉成形体の成形方法を提供する。
【解決手段】柱状の第一パンチ(下パンチ12)と筒状のダイ10とでつくるキャビティに、潤滑性を有する原料粉末3(絶縁層を具える被覆軟磁性粉末)を充填し、下パンチ12と上パンチ11とで原料粉末3を加圧して、磁心に利用される圧粉成形体100を製造する。下パンチ12は、液媒に固体潤滑剤の粉末を分散させた金型用潤滑剤を流通する流通孔22と、流通孔22の端部に設けられた排出口23と、排出口23からの上記潤滑剤を充填する液溜め溝24とを具える。液溜め溝24は、下パンチ12の外周面を周方向に分断するように一部分に設けられている。液溜め溝24から下パンチ12の外周面12oとダイ10の内周面10iとの間に上記潤滑剤を供給して、下パンチ12とダイ10との相対移動により、ダイの内周面の一部分に上記潤滑剤を塗布する。
(もっと読む)
焼結部品の製造方法
【課題】焼結時に発生する板状の焼結体の反りを簡単に且つ効果的に矯正することができる焼結部品の製造方法を提供する。
【解決手段】下部耐火板の上に、金属粉末を加圧成形して得られる板状の成形体を載置した状態で焼結処理を行う焼結部品の製造方法。前記下部耐火板は、開口部又は凹所を有しており、前記成形体は、前記下部耐火板の開口部又は凹所を覆うように当該下部耐火板上に載置される。焼結処理により下部耐火板側が凸になる反りが付与された焼結体を、凸面を有する第1パンチと、前記凸面に対応する凹面を有する第2パンチとでサイジング処理する工程を含んでいる。前記反りが付与された焼結体は、当該反りの凸の指す方向が、前記第1パンチの凸面の凸の指す方向と反対になるように、前記第1パンチと第2パンチとの間に配設されてサイジング処理される。
(もっと読む)
外側コアの製造方法、外側コア、およびリアクトル
【課題】リアクトルの損失低減に効果的な外側コアを製造できる外側コアの製造方法を提供する。
【解決手段】リアクトルに具わる外側コアを平面視した場合、外側コアの平面形状が、外側コアの内側コアとの対向側よりも、その反対側の方が、対向面に沿った幅方向の寸法が小さい形状の加圧成形体である。この外側コアを製造するための製造方法であって、準備工程と、成形工程とを具える。準備工程では、外側コアの原料粉末として、軟磁性粒子に絶縁被膜が被覆された被覆軟磁性粒子を複数具えてなる被覆軟磁性粉末を用意する。成形工程では、相対的に移動可能な柱状の下パンチ12と筒状のダイ10Aとで作られる成形空間31に、被覆軟磁性粉末を充填し、下パンチ12と柱状の上パンチ11とにより成形空間31内の被覆軟磁性粉末を加圧成形する。その際、外側コアにおける対向面を上パンチ11で加圧する。
(もっと読む)
圧粉成形体の製造方法、および圧粉成形体
【課題】低損失な圧粉成形体を製造することができる圧粉成形体の製造方法を提供する。
【解決手段】軟磁性粒子の外周に絶縁被膜が被覆された被覆軟磁性粒子を複数具えてなる被覆軟磁性粉末を用いて圧粉成形体の製造する方法で、素材準備工程と、熱処理工程と、表面処理工程とを具える。素材準備工程では、被覆軟磁性粉末を加圧成形した素材成形体を用意する。熱処理工程では、素材成形体を加熱して熱処理する。表面処理工程では、素材成形体の表面の一部を酸処理する。素材成形体の表面の一部を酸処理することで、素材成形体の表面で複数の軟磁性粒子の構成材料同士が導通した導通部を除去することができ、圧粉成形体の損失を低減できる。
(もっと読む)
圧粉成形体の製造方法、圧粉成形体、リアクトル、コンバータおよび電力変換装置
【課題】低損失な圧粉成形体を製造することができる圧粉成形体の製造方法を提供する。
【解決手段】軟磁性粒子の外周に絶縁被膜が被覆された被覆軟磁性粒子を複数具えてなる被覆軟磁性粉末を用いて圧粉成形体の製造する方法で、素材準備工程と、表面処理工程とを具える。素材準備工程では、被覆軟磁性粉末を加圧成形した素材成形体を用意する。表面処理工程では、素材成形体の表面の一部を電解処理する。素材成形体の表面の一部を電解処理することで、素材成形体の表面で複数の軟磁性粒子の構成材料同士が導通した導通部を除去することができ、圧粉成形体の損失を低減できる。
(もっと読む)
圧粉磁心の製造方法、コア部品及びコイル部品
【課題】安定したエッチングレートを確保しつつ、環境的な負荷並びに設備的及び人的な負担を最小限に抑えることができる圧粉磁心の製造方法を提供する。
【解決手段】絶縁物で被覆処理された金属磁性粉末又は合金磁性粉末を所望の形状の金型内に充填する工程、金型内に充填された金属磁性粉末又は合金磁性粉末を加圧成形して圧粉磁心を得る工程、得られた圧粉磁心の表面であって前記金型との摺動面の一部又は全面を非強酸からなるエッチング剤により化学的に除去する第1除去工程、及び前記第1除去工程で用いたエッチング剤よりも化学的除去性能が劣るエッチング剤により前記金型との摺動面の一部又は全面を化学的に除去する第2除去工程を含む圧粉磁心の製造方法。
(もっと読む)
圧粉成形体の成形方法
【課題】鉄損の少ない磁心が得られる圧粉成形体を成形可能な圧粉成形体の成形方法を提供する。
【解決手段】柱状の第一パンチ(下パンチ12)と筒状のダイ10とでつくるキャビティに、原料粉末3を充填し、下パンチ12と上パンチ11とで原料粉末3を加圧して、磁心に利用される圧粉成形体100を製造する。下パンチ12は、最大粒径:20μm以下の固体潤滑剤の粉末を液媒に分散させた金型用潤滑剤を充填する液溜め溝24を具える。液溜め溝24から下パンチ12の外周面12oとダイ10の内周面10iとの間に金型用潤滑剤を供給して、下パンチ12とダイ10との相対移動により、ダイ10の内周面10iに金型用潤滑剤を塗布する。原料粉末3は、絶縁層を具える軟磁性粉末である。成形用金型1に特定の大きさの潤滑剤の粉末を含む分散剤を塗布することで、成形用金型1と成形体との摺接による絶縁層の損傷を防止できる。
(もっと読む)
21 - 30 / 214
[ Back to top ]