
住友電工焼結合金株式会社により出願された特許
81 - 90 / 214
焼結体の製造方法
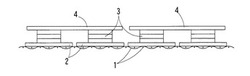
【課題】焼結処理において焼結体に生じる反りを抑制する。
【解決手段】カーボンからなる耐火板2を敷いた上に3枚重ねにした粉末成形体3を載置する。更に、その成形体3上に、アルミナからなる重石板4を設ける。この重石板4は、その自重でもって成形体3を下に向かって押しつけるので、焼結処理の際に焼結体に反りが生じるのを抑制することができ、この焼結体の高い寸法精度を確保できる。さらに、このカーボンは高温強度等に優れるため、耐火板2の薄肉化(軽量化)を図ることができる。このため、この耐火板2の熱容量が小さくなって、焼結炉に成形体3を搬入する際における炉内温度の低下を最小限に抑制することができ、安定した焼結処理を行うことができる。
(もっと読む)
内接歯車ポンプ

【課題】内接歯車ポンプのポンプ室へのエア吸い込みを低減して容積効率を高めることを課題としている。
【解決手段】インナーロータ2とアウターロータ3を偏心配置にして組み合わせたポンプ用ロータ4をポンプケース5に設けられたロータ室6に収納した内接歯車ポンプにおいて、ロータ室6の側面に設けられる吸入ポート7の小径部7aのR半径を、吸入ポートのロータ回転方向途中からインナーロータ歯底円の半径RBiよりも大きくしてサイドシール部のシール面積を増加させた。
(もっと読む)
ポンプ用ロータとそれを用いた内接歯車式ポンプ
【課題】インナーロータの歯形をトロコイド曲線を用いて創成した内接歯車式ポンプ用のロータについて、歯丈の設定を自由に行なえるようにしてポンプの吐出量を増加させること課題としている。
【解決手段】インナーロータ2の歯形が、基礎円上を所定径の転円が滑らずに転がり、この転円の中心から両ロータの偏心量相当量離れた点が描くトロコイド曲線TC上に中心を有する直径d2の軌跡円Cの円弧群の包絡線によって形成されており、軌跡円Cのインナーロータの歯先部における直径d2Tよりも歯底部中央における直径d2Bを大きくした。
(もっと読む)
冶金用粉末、圧粉磁心、冶金用粉末の製造方法および圧粉磁心の製造方法
【課題】成形性を向上でき、成形したときの成形体の強度を向上できる冶金用粉末、圧粉磁心、冶金用粉末の製造方法および圧粉磁心の製造方法を提供する。
【解決手段】冶金用粉末は、第1の粉末10と第2の粉末とを備え、第1の粉末10に対する第2の粉末の質量比が、1以上2.25以下である。第1の粉末10は、複数の第1の鉄基粒子11と、複数の第1の鉄基粒子11の表面を被覆する潤滑剤12とを含み、第1の鉄基粒子11の表面を被覆する結着剤を含んでいない。第2の粉末は、複数の第2の鉄基粒子21と、複数の第2の鉄基粒子21の表面を被覆する結着剤22とを含み、第2の鉄基粒子21を被覆する潤滑剤を含んでいない。潤滑剤12は、第1の鉄基粒子11の表面を被覆している。結着剤22は、第2の鉄基粒子21の表面を被覆している。
(もっと読む)
粉末成形体のバリ取り方法とバリ取り用ブラシ
【課題】粉末成形体に生じているバリをバリ取り用ブラシで確実に効果的に除去できるようにすることを課題としている。
【解決手段】粉末成形体10に生じているバリ15にバリ取り用ブラシ1の毛材3bを、その毛材の進行方向前方から見た図において傾斜するように接触させて前記バリ15を除去するようにした。
(もっと読む)
内接歯車式ポンプ
【課題】内接歯車式ポンプのポンプ室の閉じ込め状態を良くして容積効率を高めることを課題としている。
【解決手段】内接歯車式ポンプに吐出ポート7の終端からロータ回転前方に延伸する通路11を設け、その通路11経由で容積が最小となる位置に移動したポンプ室10に吐出ポート7から液圧を導入し、その液圧でポンプ室を閉じ込める部分においてインナーロータ2の歯とアウターロータ3の歯を互いに押付け合う力をロータに生じさせ、ポンプ室閉じ込み部のチップクリアランスを小さくしてチップクリアランスからの液漏れを抑えるようにした。
(もっと読む)
粉末成形金型
【課題】ダイ、パンチ、コアロッドなどの金型要素が圧力を持って接した状態で擦れ合って起こる金型表面の傷つきや金型の焼きつきを防止することを課題としている。
【解決手段】下1パンチ2−1及びその下1パンチの外周の縦溝5に適合して嵌る下2パンチ2−2からなる下パンチ2を有し、圧粉体10の本体部11の一端面と突起12の内径側側面とその突起12の周方向両端の各側面を下1パンチ2−1で成形するように構成された粉末成形金型であり、前記下1パンチ2−1の先端に、端面視における下1、下2パンチ前面の重心を結んだ直線上において縦溝5に近づくにつれて軸方向突出量が大となる方向に傾く斜面7を設けた。
(もっと読む)
アルミニウム焼結合金
【課題】冷間サイジングを行っても高強度であるアルミニウム合金部品の素材に適したアルミニウム焼結合金、及びこの焼結合金の製造に適したアルミニウム焼結合金用粉末を提供する。
【解決手段】Al又はAl合金を母材とするアルミニウム焼結合金であり、遷移金属元素を0.2体積%以上5体積%以下含有する。この焼結合金は、母材を構成する母材粒子の旧粉末粒界gb上に、Alと上記遷移金属元素とを含む金属間化合物imcが点在している。この焼結合金は、Al又はAl合金からなる母材粉末と、遷移金属元素からなり、最大粒径が30μm以下である添加粉末とが混合されてなるアルミニウム焼結合金用粉末を液相焼結することで得られる。
(もっと読む)
焼結部品の製造方法と成形用金型
【課題】焼結部品の一端面に複数本の足とともに形成される寸法管理が必要な座面などの被管理面を精度良く成形できるようにしてその被管理面の全数寸法検査や寸法矯正のためのサイジングなどを不要となす。そのための製造方法と成形用金型を提供することを課題としている。
【解決手段】端面視で中央に穴22を有し、その穴22周りに配置されるn本(n≧2)の足を一端面に有し、さらに、各足間又は各足の根元近傍に寸法管理が必要な被管理面を有する粉末の成形体を成形し、その成形体を焼結して焼結部品を得る。このときの成形体の被管理面の成形を、成形面5が金型中心を頂点とする円錐面の一部で構成された下1パンチ3−1を用いて行う。
(もっと読む)
焼結部品のサイジング方法
【課題】第1部材と第2部材間に柱を有し、第1部材の内外径部について寸法矯正が要求される焼結部品のサイジングを、第2部材に対する上パンチの接触、衝突を防止して行えるようにすることを課題としている。
【解決手段】端面視で焼結部品の第2部材22を包含する形状の内周面2aを有している上パンチ2と、下パンチ3と、第1部材21の外径面を成形穴1aで矯正するダイ1と、ガイド部材4を有するサイジング金型を使用し、第2部材22を上にしてダイ1上に設置した焼結部品20を、ガイド部材4を貫通穴22aに挿入して位置決めし、この状態でサイジングを行うようにした。
(もっと読む)
81 - 90 / 214
[ Back to top ]