
株式会社フロンティアにより出願された特許
1 - 10 / 34
射出成形用金型
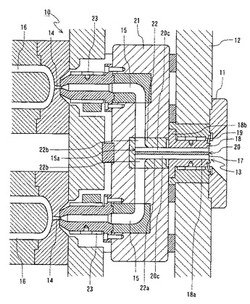
【課題】多数個取りした成形品における溶融樹脂材料の流れの履歴に起因する欠陥の発生を抑制することができる射出成形用金型を提供する。
【解決手段】溶融樹脂材料を射出する射出ノズルが接続されるホットスプル13と、ホットスプル13に射出された溶融樹脂材料が通過するホットランナー15と、ホットランナー15に接続されたキャビティ16と、を備え、ホットランナー15の中途部を分岐して複数のキャビティに溶融樹脂材料を供給することで複数の成形品を同時に成形する射出成形金型10において、ホットスプル13は、射出ノズルの接続部分としての開口部17を形成するスプルブッシュ18と、開口部17に形成されて射出ノズルから射出された溶融樹脂材料をホットランナー15の分岐数と同数に分流する分岐口と、分岐口で分流した溶融樹脂材料を複数のホットランナー15の各々に対応付けして供給する分岐通路20cと、を備えている。
(もっと読む)
ブロー成形装置

【課題】肉厚の厚いプリフォームを高い延伸倍率で延伸ブロー成形して大型のボトルを製造できる小型・コンパクトで生産効率の良いブロー成形装置を提案すること。
【解決手段】ブロー成形装置1は、同一平面上に配置した第1〜第4直線搬送路11〜14から構成した矩形の循環路6に沿ってプリフォーム2を倒立状態で搭載しているキャリア7を搬送する。第1、第2直線搬送路11、12には第1加熱部17、第2加熱部18が配置されており、肉厚の厚いプリフォーム2を外部加熱、内部加熱することにより均一に加熱することができる。加熱後のプリフォーム2は第3直線搬送路13上の第1処理部19において延伸ブローされて中間成形品4とされ、中間成形品4は第2処理部20において延伸ブローされて最終製品であるボトル3が得られる。延伸ブロー成形を二段階に分けることにより、過剰な引張応力を伴うことなく大型のボトル3が得られる。
(もっと読む)
物品供給装置
【課題】フランジ2bを有する物品2を、フランジの下面を支持して吊り下げた状態で搬送する物品供給装置で、物品が噛み込んだ場合に、運転を継続したままその物品を除去する。
【解決手段】回転体6の外周に円周方向等間隔で設けた物品受け部10と、回転体の外周側に配置された外周ガイド8とによって物品のフランジを支持して搬送する。外周ガイドは、シュート4の下流側に設けられエアシリンダ16によって物品を支持する前進位置と支持しない後退位置とに進退動可能な可動ガイド14と、その下流側に配置された固定ガイド18とを備えている。可動ガイドには、物品が噛み込むと揺動して逃げる揺動部24が設けられており、この揺動を噛み込み検出手段42、44によって検出し、可動ガイドを後退位置に移動させて物品を落下させる。回転体を回転させたまま噛み込んだ物品を除去できる。
(もっと読む)
ブロー成形型開閉機構および二軸延伸ブロー成形機
【課題】型開閉動作を円滑に行うことのできる小型でコンパクトな構成のブロー成形型開閉機構を提案すること。
【解決手段】型開閉機構23では、左右一対の第1、第2ブロー成形型21、22の下方に配置した揺動板41の左右の第1、第2揺動端部41a、41bの上下方向の揺動運動を、垂直に配置した第1、第2連結軸45、46を介して、左右の第1、第2昇降スライダ51、52の昇降運動に変換し、これらの昇降運動を左右の平行リンク機構61、62を介して左右の第1、第2ブロー成形型21、22の開閉運動に変換している。トグルリンク機構の屈伸運動によって型開閉動作を行う場合のような複雑なリンク機構を用いる必要がないので、型開閉動作を円滑かつ高速で行うことができる。型開閉機構の構成部品点数を削減できるので機構の小型・コンパクト化を実現できる。
(もっと読む)
偏平容器のブロー成形方法
【課題】一般的な形状のプリフォームを用いて吊具が一体成形された均一な肉厚の偏平容器を製造可能な吊具付きの偏平容器のブロー成形方法を提案すること。
【解決手段】試験管状の一般的なプリフォーム11を型開き状態にある左右のブロー成形用割型31、32にセットして型締めを行う前に、吊具成形用割型33、34を降下させてプリフォーム11の底部14を両側から挟持して引き上げて、プリフォーム11を延伸させる。延伸後にブロー成形用割型31、32の型締め動作を行いながら、プリフォーム11に低圧ブローエアーを導入してフリーブローを行う。フリーブローされたプリフォーム11をブロー成形用割型31、32で偏平形状となるように押圧し、型締後に高圧ブローエアーを導入して偏平容器に成形すると同時に吊具成形用割型33、34を最終型締して吊具4を偏平容器の底部にプレス成形する。
(もっと読む)
ラベル付き容器の製造方法
【課題】耐熱性を備えたラベル付きカップ状容器を二軸延伸ブロー成形により製造する際に、ラベルを変形あるいは位置ずれなくカップ状容器の胴部に貼り付けること。
【解決手段】ラベル付きカップ状容器1の製造方法では、予備成形品10を加熱して一次ブロー成形型20を用いて一次ブロー成形して最終製品よりも大きな容積の一次ブロー成形品40を製造する。一次ブロー成形品40を収縮させて、筒状胴部形成部分53の高さ寸法Hが最終製品1の筒状胴部3の高さ寸法とほぼ同一となった一次ブロー成形品50を得る。これを、ラベル5が装着されている二次ブロー成形型30に装着して二軸延伸ブロー成形する。筒状胴部形成部分53は高さ方向へは殆ど延伸しないので、ラベル5が高さ方向に変形あるいは位置ずれすることなく筒状胴部3の外周面に貼り付けられたカップ状容器1が得られる。
(もっと読む)
底付き筒状容器の製造方法
【課題】延伸ブロー成形により製造されるカップ状容器の薄肉、軽量化を実現すること。
【解決手段】延伸ブロー成形によりカップ状容器1を製造するために用いる熱可塑性樹脂からなる板状プリフォーム10は、板状体部分12と、この外周縁部分に形成したフランジ13とを備えている。板状体部分12は延伸ブローされてカップ状容器1の容器本体部2になる延伸部分であり、フランジ13は延伸ブローされることなく、そのままカップ状容器1の容器口部3になる非延伸部分である。板状体部分12の表面12aは平坦面であり、その裏面12bは中央が最大肉厚となる凸状の曲面によって規定されている。板状プリフォーム10は立体的な形状ではないので、肉厚を薄くしても加熱時に延伸ブロー成形に支障を来すような変形が発生しない。よって、板状プリフォーム10を薄肉化して軽量なカップ状容器1が得られる。
(もっと読む)
ブロー成形用プリフォームキャリアおよびブロー成形型
【課題】ブロー成形時にブローエアーによって大きな力が作用しても位置ずれなどの弊害を起すことの無い広口容器のブロー成形に適したプリフォームキャリアを提案すること。
【解決手段】ブロー成形用プリフォームキャリア10は、ブロー成形時にブローエアーが導入される圧力室16を備えている。ブローエアーが圧力室16に導入されると、ブロー成形用プリフォームキャリア10の外側円筒11および内側円筒12にはそれらの軸線方向に沿って下向き、上向きの力が作用する。ブローエアーによってプリフォームキャリア10を下向きに押し込む力が相殺されるので、プリフォームキャリア10に位置ずれなどの弊害発生してしまうことを防止できる。プリフォームキャリア10がブローエアーによって移動しないように支持するための支持機構の支持耐力が小さくてよいので、当該支持機構を小型で簡単な機構にできる。
(もっと読む)
樹脂容器成形用プリフォーム
【課題】胴部が細い樹脂容器成形用プリフォームをスタックした場合に、プリフォーム同士が密着して引き抜き不能あるいは引き抜き困難な状態に陥ることを回避すること。
【解決手段】樹脂容器成形用プリフォーム1(1)、1(2)は、口部2に差し込み可能な太さの胴部4を備えており、胴部4の先は半球状の底部5によって封鎖されている。半球面状の底部外周面5aには全面がシボ加工領域6となっている。プリフォーム1(2)をプリフォーム1(1)の口部2から差し込んでスタックした場合、プリフォーム1(2)のシボ加工されている底部外周面5aが他方のプリフォーム1(1)の首部3のテーパ状湾曲内周面3bに接触する。よって、接触部分が密着状態にならないので、プリフォーム1(2)をプリフォーム1(1)から簡単に引き抜くことができる。
(もっと読む)
延伸ブロー成形用プリフォーム
【課題】胴部が口部よりも細い形状の延伸ブロー成形用プリフォームを用いた延伸ブロー時に胴部が延伸ロッドに接触して成形不良が発生することを防止できるようにすること。
【解決手段】延伸ブロー成形用プリフォーム1は、胴部2が口部3より細い形状をしており、胴部2と底部4の境界部分には円環状段差部5が形成されている。延伸ブロー成形において、延伸ロッド21による延伸時に、細い胴部2が細長く引き伸ばされる際に、円環状段差部5によって胴部2の半径方向の変化が抑制される。この結果、胴部2が延伸ロッド21に接触して成形不良が発生するという弊害を回避できる。
(もっと読む)
1 - 10 / 34
[ Back to top ]