
トヨタ自動車北海道株式会社により出願された特許
1 - 10 / 10
ブローチ
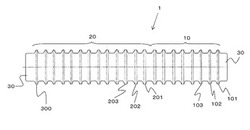
【課題】ブローチの製作工数や製作コストの抑制を図りながら、切刃の損傷を防止できると共に寿命判断が容易にできるブローチを提供する。
【解決手段】荒加工部10と、仕上加工部20と、を有するブローチ1であって、仕上加工部20の各切刃201、202、203のランド幅201a、202a、203aがブローチ1の最終切刃300側へ近づくにつれて漸減しているブローチ1とする。また、荒加工部10の各切刃101、102、103のランド幅101a、102a、103aを仕上加工部20へ近づくにつれて漸増することもできる。さらに、仕上加工部20の各切刃201、202、203間の刃溝幅201b、202b、203bをブローチ1の最終切刃300側へ近づくにつれて増減しながら小さくすることもできる。
(もっと読む)
油性型プランジャー潤滑剤組成物
【課題】ダイカスト鋳造において、金属又は合金の溶湯をキャビティに供給する際の引火及び作業環境の悪化を抑制する油性型プランジャー潤滑剤組成物を提供する。
【解決手段】本発明の油性型プランジャー潤滑剤組成物は、鉱油、カルシウムスルフォネート及びワックスを含有し、更に、シリコーン、リン酸エステル、油脂、合成油及び無機粉体から選ばれる少なくとも1種の成分を含有することができる。
(もっと読む)
成形機の金型交換方法

【課題】金型を誤って落下させることなく安全に金型の交換を行えるようにする。
【解決手段】型開閉用サーボモータ8の駆動による可動金型6の載置された可動ダイプレート受台9の後退動作と、油圧ユニット14の駆動による固定金型突出しシリンダー11に設けた固定ダイプレート受台12の前進動作とを同調させ、固定ダイプレート5と可動ダイプレート7との間であってこれらとは非接触となる吊り上げ位置へ相互に当接された状態の可動金型6及び固定金型4を移動させるとき、型開閉用サーボモータ8により動作される可動ダイプレート受台9に載置された可動金型6の後退動作に、油圧ユニット14により動作される固定金型突出しシリンダー11の固定ダイプレート受台12に載置されている固定金型4の前進動作を追従させながら動作させる。
(もっと読む)
ダイカストマシンの制御方法
【課題】製品の生産性を向上させたダイカストマシンの制御方法を提供する。
【解決手段】型開閉用サーボモータ8を電動動力源として金型の型開閉を行う型開閉工程と、射出駆動用サーボモータ12を電動動力源として型閉された金型のキャビティに金属溶湯を射出充填する射出工程と、油圧ユニット17を油圧動力源として金型のキャビティ内に中子15を進退する中子進退工程と、油圧ユニット17を油圧動力源として金型のキャビティ内にスクイズピン16を進退するスクイズピン進退工程とを備えたダイカストマシン1の制御方法であって、金型の型開工程中には中子15の中子後退工程が並行実行され、金型の型閉工程中にはスクイズピン16のスクイズピン後退工程が並行実行される。これにより、成形サイクル時間の短縮化を図ることができ、製品の生産効率を向上することができる。
(もっと読む)
外部油圧ユニットを備えた電動型ダイカストマシン
【課題】電動型ダイカストマシンに中子を駆動する外部油圧ユニットを設けるとともに外部油圧ユニットの駆動時における省電力化が図り、エネルギーロスの大幅削減を実現する。
【解決手段】可動金型と射出ユニット11とを電動サーボモータ7,12で駆動する電動型ダイカストマシン1において、キャビティの一部を形成する中子21a、21b、21cと、この中子21a、21b、21cを駆動する外部油圧ユニット20とを設ける。外部油圧ユニット20は、中子21a、21b、21cを駆動する油圧シリンダ22と、この油圧シリンダ22の駆動源となるACC28とを備える。中子21a、21b、21cの型締め時にACC28から油圧シリンダ22に作動油を供給して油圧シリンダ22を駆動するとともに、ACC28内の圧力を圧力センサ30で検知し、ACC28内の圧力が所定圧以下の時、ACC28内に作動油を供給して蓄圧(チャージ)する。
(もっと読む)
タイヤホイール保持用チャック
【課題】径が異なる複数のタイヤホイールを保持でき、各タイヤホイールのカール部も高精度で加工可能とする。
【解決手段】チャック本体2の外周で上下移動可能な中間プレート21に、径が異なるタイヤホイール6に対応した複数の同心円周上で、防振ダンパ30A〜30Gを、リムフランジ10の側壁部11に当接するように配置すると共に、各防振ダンパ間に、外側へ行くに従ってタイヤホイール6から徐々に離れるように軸方向での段差を設け、その段差を、リムフランジ10に形成されたカール部12の張出量より大きく設定して、防振ダンパ30で支持されるリムフランジ10のカール部12の外周を加工するツールとその外側の防振ダンパ30との干渉を回避するようにした。
(もっと読む)
バリ取り工具
【課題】ドリル穴とクロス穴の交差部に生じたバリを除去するバリ取り工具を改善の対象にしてその工具の構造を単純化して製造を容易にし、また、工具径の微調整を可能ならしめ、さらに、バリの除去効果も安定させることを課題としている。
【解決手段】切れ刃6を有するヘッドピース3の先端からそのヘッドピースを接合したシャンク部2の長手途中に至る部分にスリット(割り溝)7を形成し、前記シャンク部のスリット7を間に挟んで対向する位置に、調整ねじ4aを用いた工具径の調整機構4を設け、内面にバリを生じた穴に回転させずに挿入して切れ刃6でバリを押し切るようにした。
(もっと読む)
無段変速機用部品のテーパ面の加工方法
【課題】無段変速機用部品のテーパ面の圧縮残留応力をばらつきが少なく、表面近傍で最大で、内部に行くに従って漸減させる加工方法を提供。
【解決手段】ベルト駆動式無段変速機の金属製ベルトの接触するシーブ面を有する部品2のテーパ表面3を焼入し、超硬合金等の切削工具で切削加工し、研磨材被覆テープ1を切削加工後の加工面に、押圧かつ摺接させて仕上げ加工を行うテープラップ加工を施す。さらに、テーパ表面を仕上げると共に、テーパ表面及びテーパ表面からの深さが30μmの間での圧縮残留応力が−500MPa〜−1200MPaの範囲となるようにテープラップ加工を施す。加工面の摺接方向はテーパ中心軸53a回りの回転方向で、摺接方向とは直角方向にオシレーションする。研磨材被覆テープを研磨材被覆ポリエステルテープとする。
(もっと読む)
タイヤホイールの把持方法およびタイヤホイールの加工方法ならびにタイヤホイール加工用チャック
【課題】 タイヤホイールの生産性の向上および低コスト化を図ることのできるタイヤホイールの把持方法およびタイヤホイールの加工方法ならびにタイヤホイール加工用チャックを提供する。
【解決手段】 タイヤホイール加工用チャック1に、タイヤホイールWの中心孔Daを径方向内側から外側に押圧して芯出し把持する第1把持手段11と、リム部Lの内面Lcを径方向内側から外側に押圧してリム部Lを径方向外側へ押圧把持する第2把持手段15と、リム部Lのディスク部Dの配設側とは反対側の開口側リム端Lbを軸方向に沿ってディスク部D側に向かって押圧して開口側リム端Lbを押圧把持する第3把持手段24とを設ける。
(もっと読む)
バレル研磨装置
【課題】 車両用ホイールの裏面もよく研磨することができるバレル研磨装置を提供する。
【解決手段】 研磨媒体を収容する研磨媒体収容槽20と基台とこの基台に設置されその先端部にワークを着脱可能にしたワーク支持シャフト60とを備え、研磨媒体を研磨媒体収容槽の軸心を中心として周方向に流動させ、この研磨媒体の流れに車両用ホイールWの前面が対向するようにワーク支持シャフトを配置し、ワーク支持シャフトをワークが研磨媒体収容槽の半径方向に沿って位置するように配置し、ワーク支持シャフトと研磨媒体収槽の中心との距離をワークの半径よりも小としたバレル研磨装置。
(もっと読む)
1 - 10 / 10
[ Back to top ]