
西部自動機器株式会社により出願された特許
1 - 10 / 11
球体回転装置、球体回転方法及び球体回転装置を利用した応用機
【課題】 汎用性が大で簡単な構造で球体を満遍なく回転させることができるようにする。
【解決手段】 球体1を回転自在に受持する一対のローラ3,4と、この一対のローラ3,4をそれぞれ回転駆動するサーボモータ27,28と、前記両サーボモータ27,28を制御して前記球体1の1回転中に一対のローラ3,4の角速度を高低変化させながら一方のローラ3,4が高角速度のときに他方が低角速度となるように回転させる制御手段7とを備えている。また、前記制御手段7は、一対のローラ3,4を角速度高低変化させながら回転する途中に、球体1の少なくとも1回転における高角速度の時間長さを長短変更する回動制御機能43を有している。
(もっと読む)
超仕上げ装置

【課題】 砥石ホルダを高速でスムーズに上下方向に往復移動させることができる超仕上げ装置を提供する。
【解決手段】 駆動シャフト連動部材17側が第1偏心カム37に接当されると共にバランスシャフト連動部材18側が第2偏心カム38に接当されて、カム部材15の回転により砥石ホルダ43を上下方向に往復運動させるようにした超仕上げ装置であって、駆動シャフト7及び砥石ホルダ43を加算した重量とバランスシャフト8の重量とを均一化するように、駆動シャフト7が中空とされると共にバランスシャフト8が中実とされ、駆動シャフト連動部材17の第1偏心カム37への押圧力とバランスシャフト連動部材18の第2偏心カム38への押圧力が同等になるように、前記上バネ24の付勢力よりも下バネ23の付勢力が大に設定されている。
(もっと読む)
超仕上げ方法及び超仕上げ装置
【課題】 第1溝と第2溝とを有するワークに対して互いに対応した高精度の超仕上げ加工を連続してスムーズになし得るようにする。
【解決手段】 アンギュラの方向が互いに異なる第1溝と第2溝とを有するワークWを駆動装置に装着し、ワークWを駆動しながら第1溝に超仕上げ砥石を前進して押し当てかつオシレーションしてその後に後退させる第1溝仕上げ工程と、ワークWを駆動しながら第2溝に超仕上げ砥石を前進して押し当てかつオシレーションしてその後に後退させる第2溝仕上げ工程との間に、砥石ホルダの傾斜角度が第1溝から第2溝に適合するように揺動リンクを角度変更する角度変更工程と、超仕上げ砥石を第1溝から第2溝に対向するようにリンク部材と平行な方向に移動する溝変更工程とが設けられている。
(もっと読む)
超仕上げ装置
【課題】 ハブ等のより小さな径のワークのボール溝に対しても超仕上げ加工を良好に施し得るようにする。
【解決手段】 砥石ホルダ16を超仕上げ砥石41先端側の揺動中心O廻りにオシレーションさせると共に、砥石ホルダ16を揺動中心O廻りに角度変更させてオシレーションの揺動中心角αを変更するようにした超仕上げ装置であって、
砥石ホルダ16が一対のリンク部材14に直交する直交状態から傾斜揺動した傾斜状態で、リンク部材14先端側の砥石ホルダ16、超仕上げ砥石41及び砥石ホルダ16の取付部分並びにシリンダ手段42に流体を供給する供給流路64が、一対のリンク部材14間の中央P1から超仕上げ砥石41先端までの突出距離を半径r1とした円内に略納められている。
(もっと読む)
研削装置
【課題】複列円すいころ軸受の外輪の超仕上げを1度に行うことができる研削装置を提供する。
【解決手段】研削装置1は、いずれも超仕上げ砥石を保持するための第1の砥石保持装置2および第2の砥石保持装置2と、保持される超仕上げ砥石7の研削面16が向く側に対して第1の砥石保持装置を前進および後退させ、かつ第2の砥石保持装置を、第1の砥石保持装置の前進または後退に同期させて保持される超仕上げ砥石の研削面が向く側に対して後退および前進させる移動装置6と、を有し、第1の砥石保持装置の前進方向と第2の砥石保持装置の前進方向とが、180度逆方向であって互いに遠ざかる方向であり、第1の砥石保持装置および第2の砥石保持装置が一体に振動するように形成される。
(もっと読む)
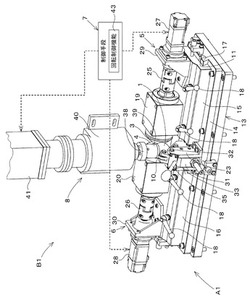
研削装置
【課題】超仕上げ加工を行う被研削物の長さ及び大きさが制約されない研削装置を提供する。
【解決手段】第1ロッドが駆動ロッド、従動ロッド及び砥石ホルダと第1軸43a、第2軸43b及び第3軸54a廻りに回動可能に連結され、第2ロッドが駆動ロッド、従動ロッド及び砥石ホルダと第4軸44a、第5軸44b及び第6軸54b廻りに回動可能に連結され、駆動ロッドは揺動伝達軸23と共に揺動し、従動ロッドは従動ロッド支持軸33と共に揺動し、揺動伝達軸の軸心C11と第1軸の軸心C12との距離、及び揺動伝達軸の軸心と第4軸の軸心C13との距離が、従動ロッド支持軸の軸心C21と第2軸の軸心C22との距離、及び従動ロッド支持軸の軸心と第5軸の軸心C23との距離に等しく、揺動伝達軸の軸心と従動ロッド支持軸の軸心との距離が、第1軸と第2軸との距離に等しいレール玉転動溝を超仕上げ加工する研削装置。
(もっと読む)
研削装置
【課題】大型の玉軸受の玉の軌道及びリニアガイドのレールにおける玉転動溝等を精度良く超仕上げ加工する研削装置を提供する。
【解決手段】研削装置は、2つの横ロッド5,6、2つの縦ロッド14a,14b、砥石30保持用ホルダ15、及び縦ロッド、ホルダを横ロッドに揺動可能に連結する揺動軸31a,…による平行リンク機構7を有し、1の縦ロッドは一端が外部で揺動伝達軸39に固定され、他の縦ロッドは一端が揺動伝達軸側で揺動可能に従動軸38に支持され、ホルダは、揺動伝達軸の側に砥石を保持可能で、そのときの砥石の揺動中心軸とホルダを各横ロッドに連結する各揺動軸との位置関係の全てが、揺動伝達軸と1の縦ロッドを各横ロッドに連結する各揺動軸との対応する各位置関係、及び従動軸と他の縦ロッドを各横ロッドに連結する各揺動軸との対応する各位置関係のいずれにも同一となっている。
(もっと読む)
超仕上げ加工方法および研削装置
【課題】加工時間を短縮することができる超仕上げ加工方法および超仕上げ加工を行う研削装置を提供する。
【解決手段】超仕上げ砥石11による超仕上げ加工において、被研削面12が円錐台の周面または円錐の周面である工作物Wを円錐台または円錐の軸回りに回転させ、研削面46が多角形である超仕上げ砥石を振動させかつ回転させながら回転する被研削面に押圧させ、超仕上げ砥石を被研削面に押圧させた状態で被研削面の回転中心側に設定された移動端と外方側に設定された移動端との間を往復移動させて研削を行う。
(もっと読む)
研削装置
【課題】円錐台形の工作物における大径側の端面を、ダレが生じることなく、しかも精度良く、球面状に研削できるようにする。
【解決手段】工作物11は、上下の回転テーブル12、13の間に挟み込まれることで、外向きの押出力を受けながら軸心まわりに回転され、かつ上下の回転テーブル12、13の周方向に送りが付与される。上下の回転テーブル12、13の間に、工作物11を周方向に複数配列させるための、回転駆動装置を持たない工作物案内部材を備える。上下の回転テーブル12、13よりも外周側に、工作物11の大径側の端面34の球面の半径に対応した曲率で形成されるとともに工作物11の送りの方向に形成されかつ端面34の一部に接してガイドするガイド装置20を備える。エアシリンダ50で加圧される非回転研削砥石17A〜17Dが、工作物11の大径側の端面34の他部に接する。
(もっと読む)
研削装置
【課題】 円錐台形の工作物における大径側の端面を、ダレが生じることなく、しかも精度良く、球面状に研削できるようにする。
【解決手段】 円錐台形の工作物11における大径側の端面34を球面状に研削するための装置である。第1の駆動装置によって回転される下回転テーブル13と、第2の駆動装置によって回転されるとともに軸方向に移動される上回転テーブル12とを上下に重なった状態で配置する。下回転テーブル13と上回転テーブル12との間に、大径側を外向きとして工作物11を周方向に複数配列する、回転駆動装置を持たない工作物案内部材を備える。上下の回転テーブル12、13よりも外周側に、工作物11の大径側の端面34の一部に接してガイドするガイド装置20を備え、エアシリンダ50で加圧されて工作物11の大径側の端面34の他部に接する非回転研削砥石17A〜17Dを備える。
(もっと読む)
1 - 10 / 11
[ Back to top ]