
神鋼特殊鋼管株式会社により出願された特許
1 - 2 / 2
レーザー・アーク複合溶接方法及び該溶接方法による溶接部材の製造方法
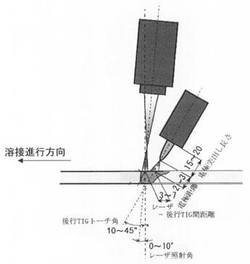
【課題】溶接速度を20m/分程度まで向上しつつ、良好なビード形状が得られ、且つブローホールなどの溶接欠陥を抑制できる溶接方法、および該溶接方法を用いた溶接部材を製造する方法を提供する。
【解決手段】ステンレス鋼、チタン、又はチタン合金の平板または管状に成形された帯状板の両端部を突合せ溶接する溶接方法であって、突合せ部の溶接では、レーザー溶接を先行させ、TIGアーク溶接を後行させてレーザー光照射とアーク放電を同一溶接線上に配置させながら溶接することを特徴とするレーザー・アーク複合溶接方法である。
(もっと読む)
表面処理層の形成装置、表面処理層の形成方法及びその表面処理層が形成された原子炉用制御棒

【課題】 膜厚の異なる2段構造の表面処理層を所定形状の遷移部を挟んで形成する。
【解決手段】 被覆管21の周囲に互いに略等間隔に複数配置され、溶液31の深さ方向に向かって、被覆管21との距離が短くなる湾曲形状の第1陽極棒32に、一方の電源38から電流を供給し、第1陽極棒32の内側の絶縁性の遮蔽部材36の内側に配置され、中心部分を貫通する被覆管21の周囲に互いに略等間隔に複数配置された第2陽極棒37に、他方の電源39から電流を供給し、遮蔽部材36の端部の絶縁性の仕切板35の中心部に設けられた貫通孔38の開口面積を、第1陽極棒32側から第2陽極棒37側に向かって減少するようなテーパ形状として、第1陽極棒32から遮蔽部材36の内部に回り込む電流を徐々に減少させて、表面処理層の遷移部を形成する。
(もっと読む)
1 - 2 / 2
[ Back to top ]