
日本ポリプロ株式会社により出願された特許
101 - 110 / 577
プロピレン系樹脂シート
【課題】高い透明性を有し臭気のないプロピレン系樹脂シートを提供する。
【解決手段】プロピレン系重合体(A)100重量部に対し、特定の環状リン酸エステルの金属塩系造核剤(B)0.01〜0.5重量部と高級脂肪酸アルミニウム塩(C)0.01〜0.5重量部を含有するプロピレン系樹脂組成物からなることを特徴とするプロピレン系樹脂シート。
(もっと読む)
熱可塑性樹脂ペレットの製造方法
【課題】 ペレット化後に乾燥工程を短縮もしくは省略することが可能な、熱可塑性樹脂ペレットの製造方法。
【解決手段】 溶融押出機を用いて熱可塑性樹脂を溶融押出し、これを冷却媒体として、パーフルオロカーボン、ハイドロフルオロカーボン、ハイドロフルオロエーテル、およびパーフルオロケトンの少なくとも1つを含み、下記特性(a)〜(d)で示す特性を有する常温で液体である媒体を接触させ、切断機で切断してペレットを製造する方法。
(a)沸点が100℃未満
(b)25℃における蒸気圧が5〜30KPa
(c)25℃における密度が1050kg/m3以上
(d)25℃における表面張力が20mN/m以下
(もっと読む)
ポリプロピレン繊維、その製造方法およびそれを用いた製品
【課題】工業的規模で安定して製造できる強度の高いポリプロピレン繊維を提供する。
【解決手段】プロピレン系樹脂(A)と、
固有粘度[η]が0.2〜10dl/gである、プロピレン単独重合体またはプロピレン重合単位を50重量%以上含有するプロピレン−α−オレフィン共重合体(成分(a))と、固有粘度[η]が15〜100dl/gである、エチレン単独重合体またはエチレン重合単位50重量%以上を含有するエチレン−α−オレフィン共重合体(成分(b))を、成分(a)100重量部に対し成分(b)0.01〜20重量部を含有し、
MFR(230℃、21.2N)が0.1〜20g/10分、溶融張力(230℃、口径2mm)が1.0〜50cNであり、伸長流動下においてひずみ硬化性を有するプロピレン系樹脂(B)0.1〜14重量%を含有する樹脂組成物からなることを特徴とするポリプロピレン繊維による。
(もっと読む)
樹脂成形品の製造方法
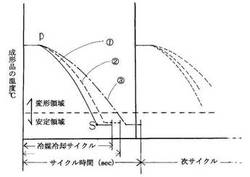
【課題】ハイサイクルに樹脂成形品を冷却できる有効な射出成形製造方法を提供する。
【解決手段】冷却溶媒がパーフルオロカーボン、ハイドロフルオロカーボン、ハイドロフルオロエーテル、およびパーフルオロケトンの少なくとも1つを含み、下記特性(a)〜(d)を持つ常温において液体である冷却溶媒を使用する。(a)沸点が100℃未満であり、凝固点が−50℃以下、(b)25℃における蒸気圧が5〜28KPa、(C)25℃における密度が1050kg/m3以上、(d)25℃における表面張力が20mN/m以下を用いてハイサイクルを実現できる事を特徴とする射出成形品の製造方法。
(もっと読む)
半導体関連部品搬送ケース
【課題】揮発性炭化水素等の少ないプロピレン系樹脂組成物を用い製造され、特に半導体およびその関連部品を収納した場合に、特に揮発性物質などによる内容物への汚染や汚染による不具合の発生などの影響のないプロピレン系樹脂製の射出成形半導体関連部品搬送ケースを提供する。
【解決手段】 プロピレン系重合体100重量部に対し、フェノール系酸化防止剤が0.03〜0.2重量部の範囲で配合された、揮発性成分含有量が10重量ppm以下のプロピレン系樹脂組成物を成形材料として使用して、その材料の射出成形後の揮発性成分含有量を15重量ppm以下とすることにより、ケース内に収納した半導体関連部品の揮発性物質による汚染の影響を少なくした半導体関連部品搬送ケース。
(もっと読む)
溶融紡糸型エレクトロスピニング用プロピレン系樹脂材料及び極細繊維の溶融紡糸方法

【課題】溶融紡糸型エレクトロスピニング法にプロピレン系樹脂材料を適用して極細繊維を製造する。
【解決手段】溶融紡糸型エレクトロスピニング法により、加熱溶融状態において連続押出紡糸を行って極細繊維を紡糸する樹脂材料であって、下記の特性を満たすことを特徴とする、プロピレン系樹脂又はその組成物。
a)MFR(温度230℃・荷重21.2N)が50〜5,000g/10minである
b)DSC(示差走査熱量計測定)法により測定される融解ピーク温度(Tm)が110〜150℃である
(もっと読む)
プロピレン系重合体の製造方法
【課題】液化プロピレンの気化熱を利用して重合熱を除去する、水平軸回りに回転する撹拌機を内部に備えた横型重合反応器を用い、連続気相重合法によりプロピレンを重合させてなるプロピレン系重合体の製造プロセスにおいて、塊状ポリマーの発生を抑制し微粉の生成量を低減して、生産効率を高めると共に、安定してプロピレン系重合体を製造する方法を開発する。
【解決手段】水平軸回りに回転する撹拌機20を内部に備えた横型重合反応器10において、反応熱を主として液化プロピレンの気化熱により除去する連続気相重合法によりプロピレンを重合させてなるプロピレン系重合体を製造する工程で、反応器における異なる領域区分において異なる温度に操作可能とし、反応器の上流末端12温度(Tα)と下流末端14温度(Tω)が異なり、温度差ΔT1(℃)(=Tω−Tα)が0.1〜20℃であることを特徴とする、プロピレン系重合体の製造方法。
(もっと読む)
プロピレン系重合体の製造方法
【課題】液化プロピレンの気化熱を利用して重合熱を除去する、水平軸回りに回転する撹拌機を内部に備えた横型重合反応器を用い、連続気相重合法によりプロピレンを重合させてなるプロピレン系重合体の製造プロセスにおいて、塊状ポリマーの発生を抑制し、生産効率を高めると共に、更に、透明性や低温ヒートシール性に優れたプロピレン系重合体を製造する方法を開発する。
【解決手段】水平軸回りに回転する撹拌機を内部に備えた横型重合反応器において、反応熱を主として液化プロピレンの気化熱により除去する連続気相重合法によりプロピレンを重合させてなるプロピレン系重合体を製造する工程で、反応器内に軸方向に2区分以上の異なる温度区分を設定することが可能であり、かつ触媒供給部が含まれる区分の温度(Tx)と反応器内の混合ガスの露点(Tz)との温度差ΔT1(℃)=Tx−Tzが0〜5℃であることを特徴とする、プロピレン系重合体の製造方法。
(もっと読む)
プロピレン系樹脂組成物およびその成形体
【課題】優れた成形性(流動性)、物性バランス、耐傷付性、成形外観および寸法安定性(成形異方性が小さい)を有するプロピレン系樹脂組成物およびその成形体を提供する。
【解決手段】下記の成分(A)〜(G)を含有してなることを特徴とするプロピレン系樹脂組成物およびその成形体など。
成分(A):特定のプロピレン・エチレンランダム共重合体:15〜97重量%
成分(B):タルク;2〜50重量%
成分(C):繊維状フィラー;1〜25重量%
成分(D):脂肪酸アミド;0.01〜5重量部(対成分(A)〜(G)の合計100部)
成分(E):脂肪酸金属塩;0.01〜5重量部(対成分(A)〜(G)の合計100部)
成分(F):熱可塑性エラストマー;0〜40重量%
成分(G):プロピレン・エチレンブロック共重合体;0〜70重量%
(もっと読む)
長鎖分岐を有するプロピレン系重合体の製造方法
【課題】溶融張力や溶融粘弾性等の流動特性がよく、それに伴って、ブロー成形時にはスウェル比が高いために成形加工性に優れ、押出発泡成形時には強い歪硬化性を示すため独立気泡率を高くできる、ブロー成形や押出発泡成形などに好適なプロピレン系重合体を簡便な手法で効率よく製造する方法を提供する。
【解決手段】 少なくとも下記[A]〜[C]に示す成分を含む触媒の存在下に、プロピレン重合を行うことを特徴とするプロピレン系重合体の製造方法など。
[A]:周期律表4族の遷移金属化合物である次の成分[A−1]及び[A−2]からそれぞれ選択される少なくとも二種の遷移金属化合物。但し、成分[A−1]と[A−2]との合計モル量に対する[A−1]のモル量の割合が0.20〜0.99である。
[A−1]一般式(a1)で表される(ビスインデニル構造の)化合物
[A−2]一般式(a2)で表される(ビスシクロペンタジエニル構造の)化合物
[B]:アルミニウムオキシ化合物[B−1]、上記遷移金属化合物[A]と反応してカチオンに変換することが可能なイオン性化合物またはルイス酸[B−2]、固体酸微粒子[B−3]、およびイオン交換性層状珪酸塩[B−4]からなる化合物群から選ばれる少なくとも一種。
[C]:有機アルミニウム化合物。
(もっと読む)
101 - 110 / 577
[ Back to top ]