
株式会社山水により出願された特許
1 - 9 / 9
溶接形鋼の製造方法及び製造装置
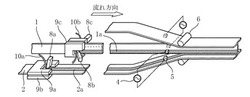
【課題】めっき鋼帯を素材として高周波抵抗溶接によって溶接形鋼を製造する際に、めっきに起因する溶接部外観の低下などがない溶接形鋼を効率的に製造する。
【解決手段】めっき処理された鋼帯を素材とし、フランジ用鋼帯の表面にウエブ用鋼帯がT字継ぎ手にて高周波抵抗溶接された溶接形鋼を製造する際、フランジ用鋼帯のウエブと接合される領域、フランジ用鋼帯とウエブ用鋼帯の給電チップが接触する領域及び給電チップ接触部から接合部に到る領域の一部或いは全部の範囲のめっき層の一部或いは下地の鋼材を含むめっき層全部を溶接前にバイトを用いて切削除去した後、前記フランジ用鋼帯の表面にウエブ用鋼帯をT字状に当接し、その後に高周波溶接する。
(もっと読む)
溶接形鋼の製造方法及び製造装置

【課題】めっき鋼帯を素材として高周波抵抗溶接によって溶接形鋼を製造する際に、めっきに起因する溶接部外観の低下などがない溶接形鋼を効率的に製造する。
【解決手段】めっき処理された鋼帯を素材とし、フランジ用鋼帯の表面にウエブ用鋼帯がT字継ぎ手にて高周波抵抗溶接された溶接形鋼を製造する際、フランジ用鋼帯のウエブと接合される領域の一部或いは全部の範囲のめっき層の一部或いは下地の鋼材を含むめっき層全部を溶接前にバイトを用いて切削除去した後、前記フランジ用鋼帯の表面にウエブ用鋼帯をT字状に当接し、その後に高周波溶接する。
(もっと読む)
曲がり形状パイプの製造方法
【課題】 曲がり部の内外での肉厚差が少ない曲がり形状パイプを製造する方法を提供する。
【解決手段】 断面における円周方向の一部が次第に厚くなった偏肉厚パイプ1Aを準備する過程と、この偏肉厚パイプ1Aを、厚肉側を外側、薄肉側を内側として曲げ加工して曲がり形状パイプ1とする過程とを含む。偏肉厚パイプ1Aを準備する過程は、例えば、全周に均等な均等肉厚パイプ1Bを準備する過程と、この均等肉厚パイプ1Bを塑性加工して円周方向の一部が次第に厚くなった偏肉厚パイプ1Aとする過程とでなる。
(もっと読む)
鋼管杭の継手構造および継手付き鋼管杭
【課題】 上下の鋼管杭の接続を、簡単な現場作業で行え、かつ継手部分の加工が、鋼材の加工メーカー等で簡易に行えて、精度、信頼性の高い接続が行える鋼管杭の継手構造、および継手付き鋼管杭を提供する。
【解決手段】 互いに接続する2本の同径の鋼管杭1(1A ,1B )における一方の鋼管杭1A の端部に、拡径された鞘管部1aを有し、他方の鋼管杭1B の端部1bを前記鞘管部1aに嵌合させてなる。鞘管部1aは、前記一方の鋼管杭1A の素材となる丸形の鋼管の端部を、高周波誘導加熱により加熱しながら軸方向の圧縮力を加えることで拡径させたものである。
(もっと読む)
回転圧入型鋼管杭の継手構造
【課題】双方向の回転伝達が可能でありながら、現場溶接が不要で、簡便な作業で機械的に接続でき、また構成が簡素で、鋼管杭自体の加工が僅かで済む回転圧入型鋼管杭の継手構造を提供する。
【解決手段】互いに接続される上側鋼管杭1Aの下部と下側鋼管杭1Bの上部とに渡ってその内周に嵌合する継手管3を設ける。この継手管3の円周方向の一部に、管壁を溝形に塑性変形させた溝形部5を設ける。上下の鋼管杭1A,1Bの内周面に、継手管3の溝形部5に軸方向に進入して円周方向に係合する係合突部6,6をそれぞれ設ける。継手管3に、上下の鋼管杭1A,1B間に下向きの軸方向荷重を伝える鋼管杭受鍔4を設ける。
(もっと読む)
回転圧入型鋼管杭の継手構造
【課題】 双方向の回転伝達が可能でありながら、現場溶接が不要で、簡便な作業で機械的に接続でき、また構成が簡素で、鋼管杭自体の加工が僅かで済む回転圧入型鋼管杭の継手構造を提供する。
【解決手段】 継手管3と、上側回転伝達部材4と、下側回転伝達部材5とを有する。継手管3は、互いに接続される上側鋼管杭1A と下側鋼管杭1B のうちの、上側鋼管杭1A の下端外周に上端部が嵌合して溶接部7で固定され、下部が下側鋼管杭1B の上端外周に嵌合状態に被さる。上側回転伝達部材4は、継手管3に固定されて継手管3の下端よりも下方に延びる。下側回転伝達部材5は、下側鋼管杭1B の上端付近に固定され、上側回転伝達部材4に対し鋼管杭円周方向の正逆に係合可能とされる。上側回転伝達部材4は、一対の係合材部4aを有し、これら係合材部4aの間に下側回転伝達部材5が入る。
(もっと読む)
回転圧入型鋼管杭の継手構造およびその施工方法
【課題】 双方向の回転伝達が可能でありながら、現場溶接が不要で、簡便な作業で機械的に接続でき、また構成が簡素で、鋼管杭自体の加工が僅かで済む回転圧入型鋼管杭の継手構造を提供する。
【解決手段】 上側鋼管杭1A の下部と下側鋼管杭1B の上部とに渡って回転可能に嵌合される継手管3を設ける。継手管3に鋼管杭受鍔4と、がた付防止リング5〜8を設ける。継手管3の継手管上側部分3aおよび継手管下側部分3bの外周面のそれぞれに、一対の継手側回転抑止突部A1 〜A4 を設ける。上下の鋼管杭1A ,1B の内周面に、杭側回転抑止突部B1 ,B2 と、引抜用突部C1 ,C2 とを設ける。引抜用突部C1 ,C2 は、回転により継手側回転抑止突部A2 ,A3 に対して上下に係合可能な位置となり、引き抜き力を伝達する。
(もっと読む)
回転圧入型鋼管杭の継手構造およびその施工方法
【課題】 双方向の回転伝達が可能でありながら、現場溶接が不要で、簡便な作業で機械的に接続でき、また構成が簡素で、鋼管杭自体の加工が僅かで済む回転圧入型鋼管杭の継手構造を提供する。
【解決手段】 上側鋼管杭1A の下部と下側鋼管杭1B の上部とに渡って回転可能に嵌合される継手管3を設ける。上側鋼管杭1A に中央回転伝達用突部BA を設け、この突部BA と相対回転で係合する側部回転伝達用突部CA を設ける。継手管3に上部引抜力伝達用突部DA を設け、この突部DA の下面に相対回転で係合する下部引抜力伝達用突部AA を上側鋼管柱1A に設ける。下側鋼管杭1B と継手管3とにも、上記各突部AA ,BA ,CA ,DA と同様な突部AB ,BB ,CB ,DB を設ける。
(もっと読む)
冷暖房機能を備えた園芸施設用パイプレール
【課題】 熟練技能を要する溶接法に代えて接着法でパイプを繋ぎ合わせ、作業車の円滑な走行,効率的な冷暖房を可能にする園芸施設用パイプレールを構築する。
【解決手段】 園芸施設内に引き込まれた給水管,排水管に接続され、溝方向に沿って敷設された作業車走行用のパイプレールであり、第一パイプ10の縮径端部11を第二パイプ20に挿し込み、Oリング32,33により隙間Gを一定に保った状態でエポキシ樹脂接着剤を注入し、接着剤層31で第一パイプ10に第二パイプ20を接着する。適正な嵌合長さL,接着長さL1を設定することにより、接着強度が高い接続部が得られる。
(もっと読む)
1 - 9 / 9
[ Back to top ]