
Fターム[2B002BA05]の内容
Fターム[2B002BA05]の下位に属するFターム
Fターム[2B002BA05]に分類される特許
1 - 6 / 6
防炎性薄型積層体、ブラインド用スラットおよびそれを備えたブラインド
【課題】 本願発明は、防炎製品として認定可能な横型・縦型木製ブラインドのスラットに使用可能な防炎性薄型積層体を提供することにある。
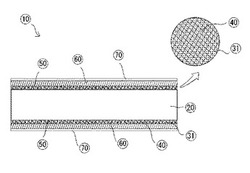
【解決手段】 芯材20となる不燃あるいは難燃樹脂材の両面に、防炎処理の施された吸水性を有する天然繊維又は/及び人工繊維を接着用基材30として接着剤40を使いた接着層50を介して、単板あるいは紙・布・不織布・炭素繊維から選ばれた化粧材60を貼り合わせたものに吸水防炎処理して積層加工した積層体10を加熱加圧成形し、その積層体10の外側を防炎塗装したことを特徴とする。
(もっと読む)
木質化粧板の製造方法

【課題】厚いクリア塗膜を有する木質化粧板を、効率的且つ低コストに、しかも高度な意匠性をもって有利に製造し得る方法を提供する。
【解決手段】上型34と下型36との型合わせにより収容部44を形成すると共に、上型34に取り付けられた被塗膜形成材28を収容部44内に収容せしめて、収容部44内に塗膜形成キャビティ62を形成し、その後、注入孔50を通じて、塗膜形成キャビティ62内にクリア塗料70を注入して、塗膜形成キャビティ62内を排出孔52に向かって流動させ、それに伴って、塗膜形成キャビティ62内の空気を排出孔52から外部に排出させつつ、クリア塗料70を塗膜形成キャビティ62内に充填して、硬化せしめることにより、被塗膜形成材28の意匠面24上にクリア塗膜を形成するようにした。
(もっと読む)
化粧材の製造方法,及び化粧材
【課題】デザイン性を高め、しかも床材としてのサネ加工を施すことが可能な化粧材の製造方法及び化粧材を提供する。
【解決手段】本発明に係る化粧材の製造方法は、矩形の板状基材の一方面に、化粧シートを貼り付けるステップと、化粧シートの四隅に、切欠部を形成するように、基材の所定深さまで到達する切り込みを形成するステップと、基材において対向する第1の一対の側面に、化粧シートの端部の直下に形成され切り込みの深さよりも厚さの薄い薄厚部、当該薄厚部の基端部から他方面側に延び薄厚部が貼り合わされる貼り付け面、及び貼り付け面から他方面側に延び凹部または凸部が形成されたサネ加工部を有する第1の加工面を形成するステップと、基材において対向する第2の一対の側面に、第1の加工面と同一構成の第2の加工面を形成するステップと、基材の四辺の薄厚部を、化粧シートとともに折り曲げ、貼り付け面にそれぞれ貼り合わせるステップと、を備えている。
(もっと読む)
積層化粧シート
【課題】エンボス加工時、熱貼り合わせ時に白化しにくく、成形性、低温衝撃性、表面平滑性、無色透明性に優れ、その他の各種物性も実用上十分なものである積層化粧シートを提供すること。
【解決手段】(A)完全非晶性ポリエステル系樹脂層、および(B)ポリオレフィン系樹脂からなる基材層を、この順で積層したことを特徴とする積層化粧シート。
(もっと読む)
化粧造作部材の製造方法
【課題】
本発明が解決しようとする課題は、外観に優れる化粧造作部材を、連続的に生産性よく製造する方法を提供することである。
【解決手段】
本発明は、基材に反応性ホットメルト接着剤を塗布し、その塗布面に突板を載置し、次いで50〜120℃に調整した1対のプレスロール(I)を用いて、0.5MPa以下の圧力で前記基材と前記突板とを貼着し、次いで、40℃以下に調整した少なくとも1対のプレスロール(II)で、1〜30MPaの圧力で前記基材と前記突板とを圧締し、前記基材と前記突板とを接着する化粧造作部材の製造方法に関するものである。
(もっと読む)
複合成形可能な化粧板
複合成形可能な化粧板は、両側に伸縮可能なポリオレフィン化粧シートからなる化粧層(16)、及び両側に伸縮可能なクラフト紙からなる樹脂含浸コア層(18)を含む。両側に伸縮可能なポリオレフィンからなる化粧シートを用意し、両側に伸縮可能なクラフト紙を用意し、そのクラフト紙を樹脂で含浸し、その化粧シート及びそのクラフト紙を重ね、並びにその重ねた化粧シート及びクラフト紙を加熱・加圧下で結合して化粧板のシートを形成することによりこの化粧板が形成される。  (もっと読む)
(もっと読む)
1 - 6 / 6
[ Back to top ]