
Fターム[2B200DA09]の内容
単板の加工・合板製造 (2,826) | 素材の種類 (345) | 木質単板(薄板等) (282) | 繊維方向特定 (20)
Fターム[2B200DA09]に分類される特許
1 - 20 / 20
人工木材及びその製造方法
【課題】木材様の外観を有し、厚さが均一であり、経時的な反りの発生が抑制された人工木材、及び、該人工木材の簡易な製造方法を提供する。
【解決手段】熱硬化性樹脂硬化物中に、天然繊維を撚り合わせて形成された紐状物を長さ方向が互いに接触するように2本以上並列に配列させた繊維集合体を有する人工木材であり、熱硬化性樹脂の含有量は、天然繊維100質量部に対し、5質量部以上30質量部以下であることが好ましい。
(もっと読む)
湾曲合板、その製造方法および合板
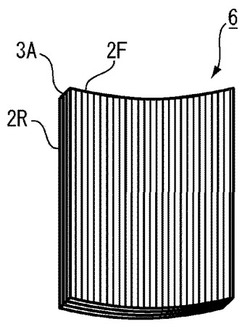
【課題】特別な成形治具を用いることなく湾曲形状の木材に対して窓開け加工等の加工を施すことができ、プラスチック材料にも十分代替可能な湾曲合板とその製造方法を提供する。
【解決手段】湾曲合板6は、三枚以上の木材板(単板)からなる合板がさらに湾曲状に形成されてなるものであって、その両外側の木材板2Fおよび2Rは木目方向が同じ方向(順方向)であり、内部に挟まれた木材板のうち少なくとも一枚3Aはその木目方向が両外側の木目方向と交差する方向(交差方向)であるように積層されて合板が形成され、さらに最終的に湾曲状に形成されてなるものである。
(もっと読む)
食品用木製積層板

【課題】
薄板を、その表面の物性を低下させることなく、軟質木材の樹齢が低く安価で軟質の木材からでも製造出来るようにして、大幅なコストダウンを図ること。強度や防水性において優れ、環境汚染の問題を起こすことなく木製食品容器としても利用できる安価に製造できる技術を提供する。
【解決手段】
薄板の繊維方向が互いに交差するように積層した少なくとも2〜4枚の木材スライス単板を含む複数の木材スライス単板直交にして接着剤で張り合わせた積層板を作製する、積層板を加圧成型する工程を含む木製食品容器の蓋を製造し、また、容器本体とその外周の張出縁とを備える木製容器の蓋を製造することができる。
(もっと読む)
積層材
【課題】機械的積層構造によって表層塑性加工材の意匠面のカップ量を小さくしたこと。
【解決手段】木材の厚みが加熱状態で圧縮され、圧密加工されて気乾比重を0.7以上とした表層塑性加工材SPWと、表層塑性加工材SPWの対向面の木目の長さ方向が互いに直交し、かつ、対向面の木目の長さ方向が互いに直交するように積層接着され、単板Wの厚みを2mm〜5mmの範囲内として表層塑性加工材SPWの片面に接合された内層合板IPWと、木材の厚みが加熱状態で圧縮され、圧密加工されて気乾比重を0.5以上とし、内層合板IPWがの表層塑性加工材SPW側の対向面の木目の長さ方向が互いに直交するように接合した1枚以上からなる塑性加工芯材NCWを具備するものである。
(もっと読む)
積層材
【課題】傷跡や凹みが付き難く、十分な強度や剛性を有し、製品化後に周囲環境条件の変化に対する寸法形状変化の防止、低コスト化及び製造の容易化、スギ材、ヒノキ材等の針葉樹の有効活用を図る。
【解決手段】木材の木目の長さ方向に対して垂直方向に加えた外力によって、木材の厚みが加熱圧縮され、圧密加工されて気乾比重を0.7以上とした表面塑性加工材SPWの片面側に、厚みを2mm〜4mmの範囲内とした針葉樹単板を圧密加工して気乾比重を0.6以上とした塑性加工板材1または2以上からなり厚みを1mm以上とした塑性加工単板PWと各単板Wの厚みを2mm〜4mmの範囲内とした複数の非圧縮の針葉樹単板Wが接合面において互いの木目の長さ方向が直交するように複数枚積層接着された内層合板IPW2を、表面塑性加工材SPWに接合される接合側単板の木目の長さ方向が表面塑性加工材SPWの木目の長さ方向と直交するようにして接合した。
(もっと読む)
積層塑性加工木材
【課題】寸法形状安定性が向上し、また、積層された木材の表層部分において製品間の品質にばらつきが少なく、傷跡や凹みが付き難いこと。
【解決手段】木材の木目の長さ方向(A)に対して垂直方向に加えた外力によって、木材の厚みが圧縮され、圧密加工されて気乾比重を0.85以上とした表層材SWの片面側に、木材の木目の長さ方向(α)を表層材SWの木目の長さ方向(A)に対応させ、かつ、木材の年輪の半径方向(β)を表層材SWの加熱圧縮方向(B)に対する直角方向に対応させて非圧縮の内層材IWを接合した。
(もっと読む)
斜行単板の製造方法及び装置
【課題】 通常の単板から、その繊維方向に対して斜めに切断することなく、繊維方向が傾斜した斜行単板を効率的に製造する。
【解決手段】 木製単板をその繊維方向が長さ方向になるように短冊状に切断して複数の短冊形状板を得る第1工程と、隣り合う短冊形状板の一方を長さ方向にずらす第2工程と、該短冊形状板の一方と他方の側縁を結合する第3工程と、結合した短冊形状板を並列状態で該短冊形状板の長さ方向から傾いた方向に移動させる第4工程と、該並列状態で移動する短冊形状板をその移動方向において所定の長さに裁断して斜行単板を形成する第5工程とを備える。
(もっと読む)
横型多段プレスを用いたベニヤ単板の処理方法及び横型多段プレス
【課題】横型多段プレスを用いた単板の熱圧処理の円滑化を図る。
【解決手段】左右のフレーム1A・1Bの間に、複数段の熱盤4A・4Bを、閉塞・離隔可能に備えた横型多段プレスに於て、所要の付属部材類を、熱盤群の前方、後方、及び下方へ限定的に備えて、熱盤群の上方を開放状と成し、熱盤群の前位に於て、繊維方向を垂直方向に揃えて待機させた複数枚の単板11を、搬入用把持部材を用いて各別に把持して熱盤群の上方まで移送した後に、各単板11を各熱盤4A・4Bの間隔内に下降させて把持を開放し、更に、搬入用把持部材を熱盤群の上方へ上昇させてから、各熱盤4A・4Bを閉塞させて、各単板11を所要時間だけ熱圧する。次いで、各熱盤4A・4Bを離隔させた後に、熱圧処理済みの各単板11を、搬出用把持部材を用いて各別に把持して、熱盤群の上方まで上昇させてから、熱盤群の後位の適宜場所まで移送して把持を開放する。
(もっと読む)
複合材
【課題】装飾効果の高く、多様な製品に利用可能な、また、視認効果の高い複合材として提供する。
【解決手段】木、竹または人造木材のいずれか1つまたは幾つかの素材から成る無垢材、集成材、積層材、天然木化粧合板を含む木質合板または木質繊維板1,2と硬質樹脂材、ガラス、天然石、人造石のいずれか1つまたは幾つかの組み合わせから成る非木質系材2、4を接合固定して成る複合材。
(もっと読む)
木質複合材
【課題】竹材を表面に用いていながら、肌に触れてもひんやりした感触を与えにくく、取り扱い性にも優れた木質複合材を提供すること。
【解決手段】本発明の木質複合材は、竹単板からなる第1表面材2、竹単板又は捨て貼り用単板からなる第2表面材3、第1及び第2の表面材それぞれより低比重の木材からなるコア部4、第1表面材2及びコア部4の木材の中間の比重を有する木材からなり、第1表面材2とコア部4との間に配された第1添え心板5、及び第2表面材3とコア部4の木材の中間の比重を有する木材からなり、第2表面材3とコア部4との間に配された第2添え心板6を有することを特徴とする。
(もっと読む)
集成木材製品、構成材、及び方法
スティックを乾燥させる方法、関係する装置、結果的に得られる製品、及びその使用法であり、乾燥させる方法は、複数のスティックを平行にして単一の層とするステップと、押圧部材の列により、スティックの少なくとも一方の面上に又は面の中に、各スティックを押圧するステップであって、各押圧部材が複数の隆起部を有し、これにより、湾曲しないようにスティックを拘束する、ステップと、このように拘束されている間にスティックを乾燥させるステップと、を備える。押圧部材の各列は、フレーム又は格子の裏面にあることが好ましく、当該フレーム又は格子は、隣接する上側と下側のフレーム又は格子の間に、このようなスティックの単一の層を受け入れることができ、隆起部は、下向きにのみ方向付けされていることが好ましい。 (もっと読む)
ベニヤ板およびその製造方法
【課題】安価で安定かつ確実に確保することができるベニヤ板およびその製造方法を提供する。
【解決手段】乾燥したヤシ類あるいはゴムの木から成る複数の薄い板を重ね合わせると共に、隣接する板同士の繊維の方向が相互に直角に交わるように配向させて接着して構成される。
(もっと読む)
木質複合板およびその製造方法
【課題】 植林木合板等の軽質な合板と木質繊維板との木質複合板に関し、製造時並びに使用時に反り、ねじれ等の変形が生じない木質複合板とその製造方法を提供することを目的とする。
【解決手段】 低比重木材単板を3層乃至5層積層して形成した比重0.5以下の矩形合板の表面に、厚み1.5mm〜3mmで比重0.6〜1.0の木質繊維板を貼着して形成した木質複合板であって、矩形合板を構成する少なくとも表面側および裏面側の単板の繊維方向が矩形合板の長辺方向に直交する方向になるように構成したもの。
(もっと読む)
ケナフボードを用いた複合木質板および当該複合木質板が用いられてなるドア芯用枠組み体および遊技機用台板
【課題】釘、ビスを正確な位置に打ち込んだり、ねじ込んだりすることができ、また、化粧シートを貼ったときに、ケナフ繊維の凹凸が浮き出て外観を損なうことがない複合木質板を提供することを目的とする。
【解決手段】ケナフを解繊して得られるケナフ繊維が熱硬化性樹脂を含浸し、熱圧成形されてなるケナフボード5の表面に、複数の木質単板6がその繊維方向を略同じにして貼り合わされてなる積層板7が貼り合わされてなることを特徴とする。本発明による複合木質板は、ドア芯材2Aや遊技機用台板の基板として利用する。
(もっと読む)
木質合板
【課題】寸法安定性に優れた品質の高い木質合板を提供する。
【解決手段】繊維方向を合板の長手方向とする単板および巾方向とする単板がそれぞれ交互に積層されている方形の木質合板において、少なくとも繊維方向を合板の長手方向とする単板が燻煙処理されていることとする。
(もっと読む)
斜行合板の製造方法
【課題】合板を構成する複数層の単板の内、少なくとも2層の単板はその繊維方向が互いに交差し且つ合板の4辺に対しても傾斜した合板を簡単な方法で製造する。
【解決手段】予め定められた単位単板1d−3を、移動・反転装置11の第1基体35と回動バー37とにより挟持した状態で、繊維方向と傾斜する辺と平行な第1回転軸13回りに回転して反転させ、その他の単位単板は移動・反転装置11により水平移動させ、これら単位単板を、傾斜する辺同士を揃えた状態で接着剤を介して重ね合せて接着する。
(もっと読む)
複合板
【課題】反りの発生がほとんど目立たない新規な構成の複合板を提供する。
【解決手段】少なくとも4枚の単板11a〜11dが接着剤を介して接合されてなる合わせ板11の表面に繊維板12を接着剤を介して貼着してなる複合板10である。合わせ板の最表面側単板11aおよび最裏面側単板11dの繊維方向は長手方向Xに略一致し、これらの間に位置する中間単板11b,11cの繊維方向は長手方向と直交する方向Yに略一致する。複合板の裏面側には長手方向全長に亘って複数本の溝17a〜17dが形成され、これら溝の深さは複合板10の裏面から最表面側単板11aの下面に達するように、または最表面側単板11aの内部にまで達するように形成される。好ましくは、最表面側単板11aの厚さは最裏面側単板11dの厚さより大きく、繊維板12と最表面側単板11aの厚さ合計は複合板全体厚の50%未満である。
(もっと読む)
楽器用木質材料の製造方法、該製造方法により得られる楽器用木質材料及び該楽器用木質材料を用いた楽器
【課題】天然の楽器用木材と類似した振動特性を有する楽器用木質材料を、簡単に製造することができる製造方法を提供すること。
【解決手段】複数の、厚さ0.2〜0.6mmの木材単板を、樹脂を塗布又は含浸して、繊維方向を一定に揃えて積層し、熱圧接着して積層体を得る第1の積層工程と、得られた積層体を、繊維方向に沿って、積層面に垂直方向に一定角度でスライスして厚さ0.2〜0.6mmの積層単板を得、得られた積層単板に、樹脂を塗布又は含浸して、繊維方向を一定に揃えて積層し、熱圧接着して第2の積層体を得る第2の積層工程とを有し、第1及び/又は第2の積層工程において、積層体の密度を0.8〜1.4g/cm3の範囲内に調整する。
(もっと読む)
掲示板用合板
【課題】止め具を突き刺すための押圧力に対して全体が撓むおそれがなく、また、止め具の針が突き刺さっても、割れが生じるおそれがなく、しかも、止め具の針が突き刺さり易くかつ抜けにくい軽量かつ耐久性のある掲示板用合板を提供する。
【解決手段】掲示板用合板1はラワン単板より成る表層板2,3をファルカタ材より成る心板4の表裏両面にそれぞれ積層して形成されている。前記心板4は、2枚のファルカタ材41,42が重ねられて接着されている。2枚のファルカタ材41,42は繊維方向が交差するように重ねてもよく、繊維方向が一致するように重ねてもよい。
(もっと読む)
木材の加工方法
【課題】成形が容易であるとともに、適切な強度を一様に付与することができる木材の加工方法を提供する。
【解決手段】高温高圧の水蒸気雰囲気中で、予め圧縮によって減少する分の容積を加えて無圧縮状態の無垢材から形取った複数の木材の各々を個別に圧縮する圧縮工程と、この圧縮工程で個別に圧縮した複数の木材を乾燥させた後、その複数の木材のうち少なくとも2枚の木材の繊維方向が交差するように重ねたものを接着する接着工程とを行う。
(もっと読む)
1 - 20 / 20
[ Back to top ]