
Fターム[2B200DA10]の内容
単板の加工・合板製造 (2,826) | 素材の種類 (345) | 木質単板(薄板等) (282) | 比重特定(重さ) (15)
Fターム[2B200DA10]に分類される特許
1 - 15 / 15
木質系ボード用接着剤組成物
【課題】異なる2種類の木質系ボードを接着しても、そりの発生を抑制し、接着性に優れた、木質系ボード用接着剤組成物を提供する。
【解決手段】含水率又は収縮率が異なる2種類の木質系ボードを接着する接着剤組成物において、硬化後の20℃での弾性率が、1〜20MPaである、木質系ボード用接着剤組成物。含水率又は収縮率が異なる2種類の木質系ボードの一方が圧縮材であり、もう一方の木質系ボードが木合板である、前記の木質系ボード用接着剤組成物。
(もっと読む)
人工木材及びその製造方法
【課題】木材様の外観を有し、厚さが均一であり、経時的な反りの発生が抑制された人工木材、及び、該人工木材の簡易な製造方法を提供する。
【解決手段】熱硬化性樹脂硬化物中に、天然繊維を撚り合わせて形成された紐状物を長さ方向が互いに接触するように2本以上並列に配列させた繊維集合体を有する人工木材であり、熱硬化性樹脂の含有量は、天然繊維100質量部に対し、5質量部以上30質量部以下であることが好ましい。
(もっと読む)
積層材
【課題】機械的積層構造によって表層塑性加工材の意匠面のカップ量を小さくしたこと。
【解決手段】木材の厚みが加熱状態で圧縮され、圧密加工されて気乾比重を0.7以上とした表層塑性加工材SPWと、表層塑性加工材SPWの対向面の木目の長さ方向が互いに直交し、かつ、対向面の木目の長さ方向が互いに直交するように積層接着され、単板Wの厚みを2mm〜5mmの範囲内として表層塑性加工材SPWの片面に接合された内層合板IPWと、木材の厚みが加熱状態で圧縮され、圧密加工されて気乾比重を0.5以上とし、内層合板IPWがの表層塑性加工材SPW側の対向面の木目の長さ方向が互いに直交するように接合した1枚以上からなる塑性加工芯材NCWを具備するものである。
(もっと読む)
積層材

【課題】環境条件が変化した場合の寸法変化を防止でき、低コスト化が可能であり、スギ材、ヒノキ材等の針葉樹の有効活用を図る。
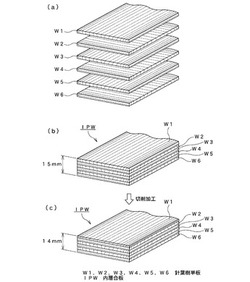
【解決手段】木材の木目の長さ方向に対して垂直方向に加えた外力によって、木材の厚みが加熱圧縮され、圧密加工されて気乾比重を0.7以上とした表面塑性加工材SPWの片面側に、複数枚の非圧縮の針葉樹単板W(W1,W2,W3,W4,W5,W6)が互いの木目の長さ方向が直交するように6枚積層接着され、かつ、表面塑性加工材SPWに接合される接合側針葉樹単板W6以外の針葉樹単板W1,W2,W3,W4,W5の厚みを2mm〜4mmの範囲内にすると共に、接合側針葉樹単板W6は切削加工されてその厚みを針葉樹単板W1,W2,W3,W4,W5の厚みの1/4〜3/4の範囲内とした内層合板IPWを、その切削加工された面の木目の長さ方向が表面塑性加工材SPWの木目の長さ方向と直交するようにして接合した。
(もっと読む)
積層材
【課題】傷跡や凹みが付き難く、十分な強度や剛性を有し、製品化後に周囲環境条件の変化に対する寸法形状変化の防止、低コスト化及び製造の容易化、スギ材、ヒノキ材等の針葉樹の有効活用を図る。
【解決手段】木材の木目の長さ方向に対して垂直方向に加えた外力によって、木材の厚みが加熱圧縮され、圧密加工されて気乾比重を0.7以上とした表面塑性加工材SPWの片面側に、厚みを2mm〜4mmの範囲内とした針葉樹単板を圧密加工して気乾比重を0.6以上とした塑性加工板材1または2以上からなり厚みを1mm以上とした塑性加工単板PWと各単板Wの厚みを2mm〜4mmの範囲内とした複数の非圧縮の針葉樹単板Wが接合面において互いの木目の長さ方向が直交するように複数枚積層接着された内層合板IPW2を、表面塑性加工材SPWに接合される接合側単板の木目の長さ方向が表面塑性加工材SPWの木目の長さ方向と直交するようにして接合した。
(もっと読む)
積層塑性加工木材
【課題】傷跡や凹みが極めて付き難く、長時間意匠面を良好に維持することができると共に、その用途を拡大でき、しかも、製品化後に周囲環境条件の変化を受けた場合における寸法形状安定性を損なうことがないこと。
【解決手段】積層塑性加工木材LPWは、木材NWの木目の長さ方向に対して垂直方向の加熱圧縮により、厚み全体が圧縮され、塑性加工されて気乾比重を1.05以上とした表層材SWの片面側に接着剤を介して内層材IWを接合したものである。
(もっと読む)
木質複合材
【課題】竹材を表面に用いていながら、肌に触れてもひんやりした感触を与えにくく、取り扱い性にも優れた木質複合材を提供すること。
【解決手段】本発明の木質複合材は、竹単板からなる第1表面材2、竹単板又は捨て貼り用単板からなる第2表面材3、第1及び第2の表面材それぞれより低比重の木材からなるコア部4、第1表面材2及びコア部4の木材の中間の比重を有する木材からなり、第1表面材2とコア部4との間に配された第1添え心板5、及び第2表面材3とコア部4の木材の中間の比重を有する木材からなり、第2表面材3とコア部4との間に配された第2添え心板6を有することを特徴とする。
(もっと読む)
表面強化型天然木型材及びその製造方法
【課題】本発明によって既存技術での問題が解決でき、密度が小さく、表面強度が高く、耐腐食レベルがII級以上に達し、含水率が安定した各気候に適合する天然木型材を提供する。
【解決手段】本発明は木質型材及びその製造方法に関わるのであって、特に軟質木素材型材及びその製造方法に関わるのである。本発明は下記の技術案により実現できる。一種の表面強化型天然木型材であって、圧縮密着層と、前記圧縮密着層に自然層の繊維が繋がれた自然層と、が含まれ、その全体の密度が350〜750kg/m3で、含水率が5〜12%で、耐腐食等級がII級以上で、重量損失が24%以下である、一種の表面強化型天然木型材。本発明は特に床材の製作に適用する。
(もっと読む)
一種の木質型材及びその製造方法
【課題】
【解決手段】本発明は木質型材及びその製造方法に関わるものであって、特に軟質木素材型材及びその製造方法に関わるものであり、木材の加工分野に属するものである。本発明は下記の技術案により実現できる。一種の木質型材の製造方法であって、下記の手順が含まれる。(1)製材手順、(2)乾燥手順、(3)研磨手順、(4)熱圧手順:二枚の140〜200℃温度の押え板にて素材板の両表面層に対して、圧縮密着を行う。(5)予炭化手順: 160〜200℃の条件で素材板に対して予め炭化を行う。(6)炭化手順:200〜225℃の条件で素材板に対して炭化を行う。(7)冷却手順。(8)含水率制御手順。本発明は特に床材及び事務用家具等の木質製品の製造に適用する。
(もっと読む)
順に重ねて配置された二以上の木材層を含む複合材料
【課題】木材のような材料を基礎とし、実質的に1kg/l未満の小さい密度との組み合わせで優れた機械的及び動的特性、特に、高い静的及び動的負荷能力と高い復元力を有し、且つその高い性能水準を高温下でさえも維持する複合材料を提供すること
【解決手段】上記課題は、順に重ねて配置された二以上の木材層を含む複合材料であって、前記二以上の木材層は遊離のNCO基を有するプレポリマーを含む一液型ポリウレタン接着剤で相互に結合されており、使用される木材が、50〜70%の範囲の容量割合の真正木繊維を有することを特徴とする複合材料によって達成される。
(もっと読む)
構造用合板の製造方法
【課題】低比重材の座屈や材料破壊等による厚みムラや強度低下を防止でき、軽量で高耐力な構造用合板を効率よく製造することのできる構造用合板の製造方法を提供する。
【解決手段】複数枚の単板31〜33,41〜43を圧締して得られる第1表面部、第2表面部間に、該第1表面部、第2表面部の単板に用いた木材より低比重の木材からなる単板21〜23を介在させ、それらの全体を一体的に圧締して構造用面材を得る構造用合板の製造方法。
(もっと読む)
誘導木材板及び誘導木材板の製造方法
誘導木材から製造された少なくとも3層を有し、その少なくとも中心層は誘導木材と発泡プラスチック(3)の混合物から製造されている誘導木材板であって、前記中心層が少なくとも1つの発泡性天然産物(4)を更に含むことを特徴とする誘導木材板。 (もっと読む)
単板積層材
【課題】裁断面からの吸水が少なく、製造も容易な単板積層材を提供すること。
【解決手段】本発明の単板積層材1は、繊維方向を互いに平行にして積層された2層〜4層の単板からなるコア部2、該コア部の上下両面それぞれに、繊維方向をコア部の単板の繊維方向と直交させて積層された単板からなる中間層3,3、及び、該中間層それぞれの更に外側に、繊維方向をコア部の単板の繊維方向と平行にして積層された単板からなる表面層4,4を有する。
(もっと読む)
椰子を原材料とした木質材及びその製造方法
【課題】椰子材を、住宅等の建築材料や家具の材料として有効に利用する。
【解決手段】上側表層部11と中層部12と下側表層部13とを積層してなる、椰子50を原材料とした木質材10であって、上側表層部11と下側表層部13には、椰子50を樹幹周縁に沿って切削して加工した単板のうち、中層部12に用いる単板よりも樹幹の径方向外側部分から得られた単板を用い、中層部12には、椰子50を樹幹周縁に沿って切削して加工した単板のうち、上側表層部11と下側表層部13に用いる単板よりも樹幹の径方向内側部分から得られた単板を用いる。
(もっと読む)
楽器用木質材料の製造方法、該製造方法により得られる楽器用木質材料及び該楽器用木質材料を用いた楽器
【課題】天然の楽器用木材と類似した振動特性を有する楽器用木質材料を、簡単に製造することができる製造方法を提供すること。
【解決手段】複数の、厚さ0.2〜0.6mmの木材単板を、樹脂を塗布又は含浸して、繊維方向を一定に揃えて積層し、熱圧接着して積層体を得る第1の積層工程と、得られた積層体を、繊維方向に沿って、積層面に垂直方向に一定角度でスライスして厚さ0.2〜0.6mmの積層単板を得、得られた積層単板に、樹脂を塗布又は含浸して、繊維方向を一定に揃えて積層し、熱圧接着して第2の積層体を得る第2の積層工程とを有し、第1及び/又は第2の積層工程において、積層体の密度を0.8〜1.4g/cm3の範囲内に調整する。
(もっと読む)
1 - 15 / 15
[ Back to top ]