
Fターム[2B200FA15]の内容
単板の加工・合板製造 (2,826) | 要素技術 (338) | 搬送、移動 (32) | ロール (4)
Fターム[2B200FA15]に分類される特許
1 - 4 / 4
薄い木材の水分の絞り出し及び細胞破壊の装置と応用
【課題】 厚さ薄い3mm〜5mmの合板の素材は輸入材のラワン材が主に使用されている。
ラワンを約1mm位にロータリー剥きし3層に積層している。ラワンのロータリー剥きは水分を通し難く塗布するだけで薬液剤を注入することは不可能である。
12mm以上の合板では実用化されているが、その製造工程は、厚い合板を製造後、加圧容器にいれ減圧、加圧注入し乾燥する方法である。厚さの薄い合板は乾燥の工程で狂いが生じ実用化が難しく商品化されていない。
【解決手段】)
厚い木材をローラーでプレスする技術はあるがプレス工程でひび割れが発生し商品化には問題が多くある。
ローラーを通した1mm〜1.5mmの薄い木材はひび割れが出にくい。又ひずみが出ず満遍なくプレス出来るため、細胞破壊が均一に出来る。上下のローラーの速度を少し変える事でより細胞破壊は向上した。
特に国産材の杉の芯材の部分は水分や空気を通しにくいが、水分絞り出し工程の細胞破壊により乾燥も容易に出来、又加熱による減圧も出来るため、薬液剤注入が出来る。また木材の張力も無くなるため、狂いやゆがみも出にくくなって、合板にした際の剥離防止となる。前記を鑑みローラーを通した薄い板は不燃合板、又機能性合板の素材として適している。
(もっと読む)
横型ホットプレス
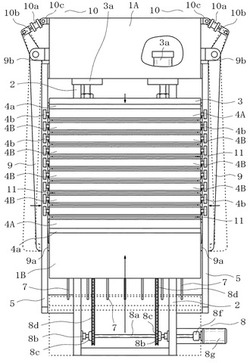
【課題】横型ホットプレス装置に於ける油圧シリンダの所要行程を短縮して、平面的な占有スペースの狭小化と、装置の廉価化を図る。
【解決手段】固定フレーム1Aの反対側へ、間に多数の熱盤4A、4Bを介在させて、可動フレーム1Bを対設し、各熱盤4A、4Bの間に単板11を挿入して熱圧処理する際に、フレーム移動機構8を介して、予め可動フレーム1Bを、固定フレーム1Aに向けて適宜位置まで前進させると共に、固定フレーム1Aに付設した鉤付アーム9を、揺動機構10を介して、図5に於て点線で示す待機位置から実線で示す係合位置へ揺動させて、鉤付アーム9の鉤部位9aと可動フレーム1Bに付設した鉤掛け部位(1a)とを係合させ、然る後に、油圧シリンダ3aを作動させ、加圧盤3を介して、熱盤4A、4Bを可動フレーム1Bに向けて押圧し、単板11を熱圧処理する構成を採る。
(もっと読む)
板体の搬送方法及びその装置

【課題】 その搬送方向を水平面内における直線状または曲線を含む任意の方向、さらには高低差を有する搬送領域内における任意の搬送方向への板体の搬送方法および装置を提供する。
【解決手段】 互いに一対対向して配置された搬送体によって板体の搬送路を形成している。この一対の搬送体の搬送路を確保するため、少なくともその一方の搬送体の裏面側には搬送路の形態に合致する案内体が設置されている。そして、前記搬送体は板体の全幅に対して均等に接することなく、板体との接触領域を極めて少なく設定しており、その接触領域は好適には板体の搬送中心線に該当する搬送方向と交差する方向に亘る概ね中央辺りの部位として板体を搬送する。
(もっと読む)
接着剤塗布装置およびこれを用いた床材の製造方法
【課題】 基材への接着剤の塗布を均一に行うことができる接着剤塗布装置を提供する。
【解決手段】 板状の基材を搬送する送りロール301と、送りロール301との間に基材を挟持する塗布ロール303とを備え、塗布ロール303の表面に供給された接着剤を基材Bの表面に塗布する接着剤塗布装置3であって、塗布ロール303は、少なくとも表面がフッ素樹脂により形成されている。
(もっと読む)
1 - 4 / 4
[ Back to top ]